

面铣:定义、工艺、差异和实用技巧
铣削是数控加工中使用的各种加工程序之一。虽然铣削操作多种多样,但本文将讨论端面铣削技术。
我们将讨论各种类型的铣削操作、如何为面铣选择合适的刀具,以及有关加工程序的许多其他知识。如果您想了解有关面铣程序的任何信息,这就是最终的面铣指南。
什么是面铣?
端面铣削是一种用于平整和平滑工件表面的加工技术。机械师在此过程中使用两种类型的机器,可以是加工中心或铣床。该工艺与传统铣削技术的主要区别在于铣床或加工中心垂直于工件。这意味着机器的顶部铣削工件,而不是其他铣削技术中使用的侧面。

端面铣削过程可以是手动的也可以是自动的。两者的区别只是进给速度。对于手动面铣,机械师必须反复停止机器以将工件移过工作台,而自动类型的进给率更加恒定。这使得自动类型不太容易出错或错误切割。
该工艺使用各种面铣刀,包括立铣刀、壳铣刀和飞刀。机器逆时针旋转刀具,使工件跨齿移动。
现在我们已经给出了关于面铣的介绍性段落,让我们回顾一下该过程的工作原理。
面铣的工作原理是什么?
当机械师对工件进行面铣时,他们将过程分为四个部分。其中包括:
1。定位工件
在开始该过程之前,他们将确保工件很好地连接到机床工作台上。他们需要将工件牢固地固定在工作台上,以防止其滑落。
2。定位铣床
接下来是确保铣床在正确的位置。机械师将铣床垂直于工件放置。这样,刀具的顶部就对材料起作用了。
3。调整进给速度和主轴转速
接下来是调整进给速度和机器移动刀具的速度(主轴速度)。这两个对于确保机器在正确位置切割至关重要。
4。加工
设置好机器后,开始加工。由于计算机已经输入了用于 CNC 加工的加工过程代码,它会完成所有工作并在工件上加工出所需的形状和形状。
为面铣选择合适的刀具
任何面铣工艺的成功都取决于所使用的刀具。在我们进入提示以帮助选择正确的切削刀具之前,我们需要了解用于面铣的不同刀具。面铣主要使用三种机床:壳铣刀、立铣刀和飞刀。

1。壳牌磨坊
壳铣刀是面铣的首选工具。壳铣刀具有多个齿和边缘上的刀片,非常适合创建一致的表面光洁度。这是因为它的设计控制了一次可以去除多少材料。它也适用于处理各种材料。但是,它的刀片可能需要根据材料的硬度不断变化。

2。立铣刀
立铣刀的切削刃使其适合在工件上进行复杂的精加工。然而,在从工件上去除大块材料时,这不是一个好的选择。此外,该工具不是很强大,因此它可以使用的材料选项有限。

3。飞刀
与立铣刀和壳铣刀不同,飞刀只有一个切削刃和一个刀片。然而,它们有利于在不消耗太多电力的情况下产生精细的饰面。为了换取动力,它们以低得多的速度运行。所以,如果你想以更低的功耗获得更精细的光洁度,飞刀是一个不错的选择。
选择正确工具的提示
现在我们已经解释了各种类型的面铣刀,现在我们可以解释如何为不同类型的面铣操作选择最佳刀具。
1. 切削硬质材料时,最好使用的面铣刀是壳铣刀。它的多个切削刃允许它一次去除更大的一块材料。
2.飞刀是较软材料的最佳面铣刀具。
3. 使用面铣创建美学设计时,最好的面铣刀具是立铣刀。该刀具的刀柄上有多个齿,适合制作各种设计。
4. 挑选刀具时要考虑的另一个因素是刀具进入工件的角度。大多数工具以 45° 或 90° 进入。但是,有些也属于 10 - 65° 范围内。
5、进行端面加工时,必须保证主轴与机床转速相匹配。否则容易造成面铣刀磨损。

6、采用CNC方式进行端面加工,比手动好。这是因为,使用手动面铣时,您会不断退出并租用切削路径,这会对工件的切削刃产生压力。
7、最后,工件上的孔或槽不能面铣,否则会导致工件退刀。
4 种面铣操作
机械师经常使用不同类型的面铣操作。本节将解释这些不同的过程以及每个过程的最佳优化技巧。

1。普通面铣
该工艺只是普通的面铣工艺,没有任何特殊考虑。主偏角在一般面铣工序中非常重要,主偏角为45°的面铣刀具是最好的选择。
优化一般面铣程序的其他一些技巧包括:
- 刀具的直径应大于工件的直径(至少 20%,最大 50%)。
- 工件的入口点应偏离中心,以确保出口切屑尽可能薄。
- 不要忘记机器的主轴尺寸和马力。
2。重型面铣
这种类型的端面加工涉及巨大的材料和大型加工中心。在这种类型的端面加工中,机械师需要去除大量的材料,需要很大的马力。
对于此过程,主偏角为 60° 的面铣刀具是最佳选择。它们具有高进给率,这提高了它们的生产率并允许它们切割更多的材料。
其他优化重型端面铣削程序的技巧包括:
- 此过程会产生大量温度。如果您需要中途更换插件,请戴上手套。
- 该程序会产生大量筹码。这些切屑会弄乱工作空间并重新进入工件的切削路径。不断地重新切削切屑可能会导致刀片磨损。因此,请务必整理工作空间。
3。高进给铣削
高进给铣削涉及需要高切削速度和进给率的程序。它们通常涉及超过 1000m/min 的切割速度。具有高进给率和低主偏角的面铣刀是该程序的最佳选择。对于这个程序,唯一需要注意的是进入的程度。 10°左右的角度是首选,因为它允许高进给率。
4。使用修光刃刀片进行精加工
将 Wiper 刀片与标准刀片一起使用,您还可以使用面铣来进行美观的表面光洁度设计。 Wiper 刀片主要用于表面精加工。它们通常有不同的长度,并有左手和右手版本。对于此程序,修光刃刀片的必要性取决于所使用的标准刀片的类型。标准刀片产生的每转进给越高,对修光刃刀片的需求就越大。
端面铣削与外周铣削:有什么区别?
面铣和周边铣是铣削的主要类型。这两个程序都依赖于相同的基本原理。他们使用旋转切削工具从工件表面去除材料。但是,他们俩的做法是不同的。那么,这如何区分两者呢?以下几点可以说明它们之间的差异:
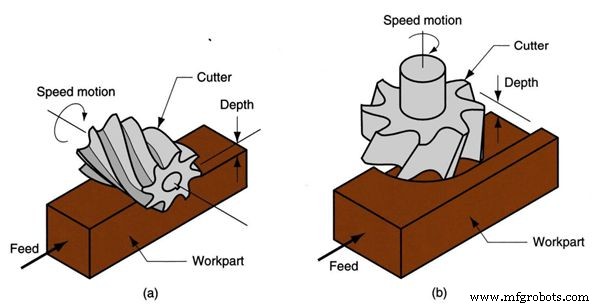
在面铣中,机械师将车床/加工中心垂直于工件放置。在周边加工中,机械师将铣刀放置在与工件平行的位置。
在面铣中,只有刀具的顶部进行铣削动作。但是,在周边铣削中,也涉及到工件的侧面。
面铣可以在水平和垂直主轴的机器上进行,而周边铣削仅限于水平主轴的机器。
面铣适用于表面加工和从工件上去除少量材料。另一方面,周边加工适用于从工件上去除大量材料。
对于端面铣削,刀具通常在其侧面和端面都有切削刃。但是,对于周边铣削,通常只在侧面。
优化端面铣削工艺的实用技巧
本节将重点介绍一些适用于所有类型面铣工艺的技巧。它们包括:

1。工具至关重要
进行面铣时,确保刀具适合工艺。正确的工具将提供最佳的生产力水平并使工作更加顺利。
2。对面铣进行特定设置
您不应使用与其他面铣加工程序相同的设置。为不同类型的加工程序提供专用设置。这有助于提高各种加工程序的精度。
3。确保您的铣削参数正确
端面铣削过程涉及各种技术参数。一些示例包括切削深度、每齿进给量、每转进给量等。在开始程序之前确保这些参数中的每一个都是正确的。这将确保您不会不必要地浪费材料。
4。确保您的切割工具锋利
使用钝切削工具只会减慢端面加工过程。此外,钝工具很容易损坏,因为它们对较硬的材料无效。因此,确保所有工具都锋利且随时可用是至关重要的。
WayKen 的定制铣削服务
将您所有的铣削担忧留给专家。在 WayKen,我们能够铣削塑料和金属定制零件。无论是快速原型,还是小批量生产,我们都能满足您的需求。如果您需要按需 CNC 铣削服务,我们的内部机加工车间可在三天内交付高质量的机加工零件。
与我们一起,我们将速度与质量相结合。我们对所有产品进行 100% 检验,因此您无需担心。最好的部分是我们的价格很实惠。我们提供加工领域行业中最优惠的价格之一。
您可以联系我们获取铣削项目的报价,我们会在接下来的 12 个工作小时内为您提供即时报价和 DFM 反馈。
获得免费报价结论
面铣是一个简单的程序,主要用于平滑和精加工零件的表面。虽然机械师通常使用各种面铣刀,但找到适合面铣程序的最佳类型至关重要。本文将帮助您了解如何选择最好的面铣刀、优化您的面铣工艺等等。
常见问题解答
面铣和立铣的主要区别是什么?
两者的主要区别在于使用的工具。面铣刀仅使用铣刀的顶部进行切削,而立铣刀使用刀具的端部和侧面。
用于面铣的不同刀具有哪些?
使用了三种工具:立铣刀、飞刀和壳铣刀。
面铣加工有多少种类型?
有四种类型:普通面铣、重载面铣、高速面铣和带修光刃刀片的表面精加工。
数控机床