

加工高公差航空航天零件
快速 DTM 由总裁蒂姆·阿拉德(Tim Allard)于 2002 年作为单人商店创立。在为 Hitchiner Manufacturing 等大公司工作后,他有机会在一系列令人印象深刻的设备上磨练自己作为机械师的技能,包括高速 Roku Roku、配备 Heidenhain Controls 的 5 轴 Hermle 机器和一些高端 Makinos。但最初,在他自己的公司,他主要从事工程工作,他购买的第一台设备是三坐标测量机。
Allard 解释说:“我认为我应该从质量方面着手开展业务,这与其他人的做法截然相反。这对我来说真的很成功,因为我们能够获得 ISO 认证。对于我们这样规模的商店来说,一开始就获得 ISO 认证,你知道不是每个人都有,而且我们这种规模的公司很少有它。这是加工高公差航空航天零件的理想选择。”
到 2004 年,Allard 再次研究高速加工技术,因为他看到了为拥有沉降机和需要电极的区域模具制造商生产石墨的机会。他回忆说,“所以,我一直在寻找一种非常适合加工石墨的机器,而那时 DATRON 通过网络搜索出现在我的雷达上。我去了 DATRON 并查看了机器并运行了数字,但当时无法做到。我知道这是一个很好的选择,只是让时间安排好了。”

因此,与此同时,Allard 购买了带有 30,000 RPM 主轴和 BT 30 锥度的 Haas VF-1 及其高速加工包。他解释说,他们得到的工作很稳定,但并不理想。 “在早期,我们使用 ¾ 英寸立铣刀获得了所有这些大型铝制外壳。多年来,这就是我们得到的那种工作,但我们从来没有真正赚过很多钱。”
但是,当他的前雇主 Hitchiner Manufacturing 关闭了他曾工作的部门并且为他工作的 25 名员工继续在其他公司工作时,情况很快发生了变化。 Allard 说:“他们都成了我的客户,其中一个人去了 BAE Systems,他是最初让我们进入那里的人。”
专业加工高公差航空航天零件
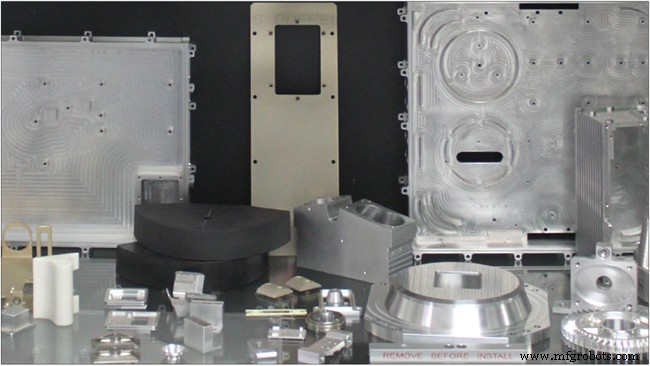
如今,BAE Systems 和其他航空航天工业客户(如弗吉尼亚州赫恩登的 Fibertek)占 Rapid DTM 业务的 95%,事实证明这对公司来说非常有利可图。如此之多,以至于在 2016 年,Allard 决定将公司的重点集中在利基业务上,或者将这些小零件制造成符合行业要求的严格规格。 “我想专注于我们做得好的事情,并摆脱一些其他的东西。我有两台大型立式加工中心,一台大型 Haas VF-5 和一台大型 Doosan,我说让我们摆脱这两台机器,换一台机器来补充我们的小 Haas,并坚持使用这种小型利基风格的工作这些悬挂在一英里外的微型切割机,您知道真正需要在哪里缠绕它们并保持一定的准确性。”
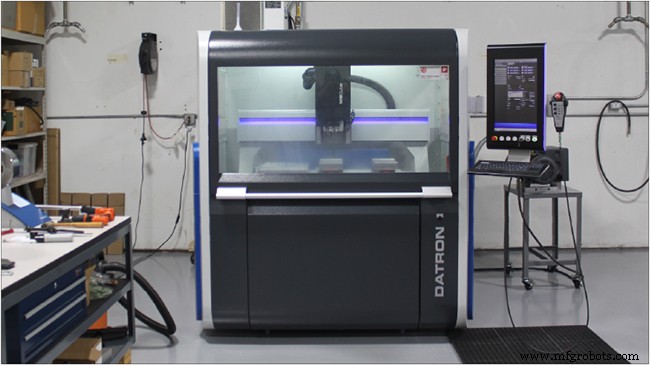
因此,他们购买了一台 DATRON M8Cube,并通过将计量能力翻倍来大力投资于他们的计量业务。除了他们的 CMM 之外,他们现在还有一个视觉系统,他们的一些工作是直接计量和 CMM 工作。例如,DMG Mori 让他们检查在他们的机器上制造的演示零件,他们还为其他机器车间测量零件。 Allard 因其在 CMM 方面的专业知识而享有盛誉,他甚至为他购买 CMM 设备的公司 Hexagon Metrology 进行 CMM 培训。海克斯康的其他客户之一是一家大型机加工车间,当他培训他们使用 CMM 时,他了解到他们在铣削工作中苦苦挣扎,他们必须使用非常小的工具来切割钢材。他向他们解释说,在最高转速为 12,000 的情况下,他们的铣床无法胜任这项任务。当他告诉他们他有一个 DATRON 可以铣削他们的零件时,他们问:“什么是 DATRON?”他解释说:“做这样的工作的问题是工具很快就会磨损,因为它们无法承受你必须进入那里的热量,尤其是这种容易工作的钢材硬化。” 有了这个解释,他们建议 Allard 为他们执行这项工作,他的回应是建议他们拥有自己的 DATRON 机器。并不是我不想帮忙,只是我们不是真的寻找更多业务。我们现在安排了 12 周,而且很忙。仅我们的 DATRON 机器周一到周五每天运行 10 小时,周六运行 5 小时。”
当将 DATRON 与他运行的其他机器进行比较时,Allard 说:“显然,就主轴速度而言,它们比大多数人所使用的要高。 Haas 不提供任何高于 15,000 RPM 的转速,并且这种尺寸的其他机器没有运行 DATRON 运行的那种主轴速度。最重要的是,DATRON 的准确性非常出色。你知道,我检查了 CMM 上的所有内容,并且发布了视频,向我们展示了检查从 DATRON 出来的零件的圆度,我们大约为 4 微米。”
Allard 并不认为加工车间和原型制造车间有太大区别,因为即使他们只是对零件进行原型设计,也很有可能在未来变成短期生产工作。作为一个例子,他指出了一个 BAE 零件,该零件在 2 年前以 5 个原型开始,而今天他正在运行 35 个组件。 “我们制作了最初的原型,所以到了他们的生产订单时,我们是唯一一家有资格完成这项工作的公司。由于零件的性质,以及我们已经证明我们可以做到这一点,他们不想把它交给其他任何人。这是一个奇怪的项目,有点不寻常,这就是我们所做的。对于很多商店来说,这些东西可能会落入“无报价”堆,因为它很复杂,都是 3D 工作,公差严格,数量少,大多数人不想碰的东西,……这就是我喜欢的。”
根据 Allard 的说法,由于他们专注于航空航天工业,Rapid DTM 的 DATRON 机器通常用于铣削铝,但他们也用它来加工 303 不锈钢、17-4 不锈钢、6AL-4V 钛、G10 和大量 Delrin。对于 BAE 系统公司来说,这些部件都有所不同,但在某些方面是相似的——一个是它们是 MIC-6 的这些小铝块,大约 5 英寸 x 3 英寸半英寸厚。 Rapid DTM 铣削出相当深的微小垂直槽。 Allard 解释说:“所以,我们正在运行非常小的工具,这些工具的使用量超出了您应该将这些工具中的一个挂出来的方式 - 但这是我长期以来一直在做的事情. ” 多年前,当他们开始制造这些零件时,他们的 Haas 机床操作员需要大约 10 个小时才能生产出一个单元。通过 CAM 技术的发展,基本上能够进行更多的剩余加工,他们能够在 Haas 机床上将循环时间缩短到大约 5 到 6 小时。
Allard 说, “但是当我们将工作转移到 DATRON 时,我们将周期时间缩短到大约 2.5 小时,改进了 50% 以上。”
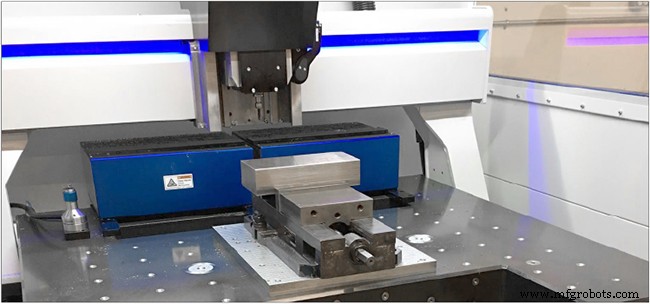
在 Rapid DTM 的原型制作和短期生产的情况下,他们生产的许多零件的周期时间都很短,因此快速设置时间至关重要。 Allard 说:“我所有的东西都在少量运行。在过去 4 天的工作中,我们的周期时间是 44 秒,所以,我正在装卸零件……这不是我最喜欢的工作。 M8Cube 上的设置既快速又简单,这一事实大有帮助。” DATRON M8Cube 上的加工区域为 40 英寸 x 32 英寸,允许进行多种设置,例如虎钳、气动夹具和真空卡盘。这为制造商提供了适应不断变化的需求和快速转换的灵活性。 Rapid DTM 的机床在床身前部也有一个切口,允许垂直夹紧以加工特别长或高工件的末端。

关于 M8Cube 的大工作区,Allard 说:“每隔几天就会有不同的工作在 DATRON 上运行,这就是我工作的本质。这也是原型设计挑战的一部分,你必须设置虎钳、真空吸盘 和工具。当 BAE 系统公司的人过来查看 M8Cube 时,他们首先提到的一件事是,对于这种尺寸和这种重量的机器,它有大量的 XY 行程。”
Allard 还对 M8Cube 的精度和集成雷尼绍测头的质量印象深刻。 “作为我们计量业务的一部分,我一直在使用探测技术,而且 Haas 也使用雷尼绍探测技术。但我做了一个演示 关于两个系统工作方式的差异以及 DATRON 的一些优势。您可以在 Haas 上执行您在 DATRON 上执行的所有操作,但可能需要几个不同的宏来执行此操作。使用 DATRON,有一个更大的探测菜单,因为 在同一个周期内,您可以做更多的事情。
例如,昨天我使用的是软颚。所以你有两个副爪,它们之间有一个间隙。所以,我想在后副颚的顶部设置一个 Z 零。我想将 X 零设置为那个后副颚的中心线,然后将我的 Y 零设置在跨越两个颚的外侧。使用 Haas,我将不得不将其作为两个不同的周期进行。我可以将 web X 和 Z 作为一个循环进行,然后我必须将主轴移动到 Y 方向的中心线,然后执行 web Y 循环。而使用 DATRON,菜单设置方式,您可以偏移 X 和 Y 以探测 Z,您可以偏移 Y 以探测 X。在 Haas 的内置 Renishaw 循环中没有这些选项.确实没有其他探测系统(据我所知)可以为您提供 DATRON 探测所具有的灵活性。”

数控机床