

学习二手机械:卷板机
板辊用于轧制通常为钢、不锈钢或铝的平板材料。典型应用包括罐头、罐、管道、压力容器、油罐拖车、挖掘机铲斗和其他圆形金属件等物品的制造。印版辊可以是计算机控制的,也可以作为动力手动机器操作。然而,即使使用 CNC 控制,材料变化也可能需要调整和操作员的技巧才能达到预期的效果。
印版辊被设计成能够轧制各种厚度和直径的材料,但是,由于印版辊设计的物理特性,存在一些限制。因此,这些印版辊最适合用户需求的“范围”。卷板机的局限性与卷筒的直径(卷筒越小,可以卷的直径越紧,卷筒越大,产生的挠度越小)、被卷的直径和工件的厚度。所有的辊子都会将材料夹在两个辊子之间,并(通过机械或液压方式)将工件材料压成弧形。转向辊的两端必须牢固地支撑,以防止辊在压力下弹开。轧辊的一端称为“下降端”,因为该端的轧辊支撑可以手动、液压或机械方式释放,以将轧制油缸从上辊上卸下。
卷板类型
2 卷
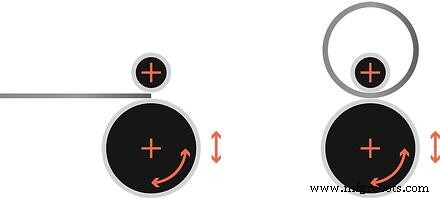
2 辊式卷板辊通常用于将薄金属(通常为 3/16 英寸或更薄)大批量加工成小直径形状(4 英寸 - 24 英寸直径)。卷筒以垂直方式安装,一个卷筒直接居中在另一个卷筒的顶部。成型辊(通常是两个辊中的下一个)具有耐用但灵活的氯丁橡胶或类似材料涂层,上辊推动该涂层在接触点周围形成凹陷和“波浪”。当轧辊转动时,操作员将工件送入该挤压位置,偏转的橡胶材料迫使工件围绕实心轧辊卷成卷状。
优点:
- 非常快速的滚动操作。
- 易于自动化。
- 轧制形状上没有平面。
缺点:
- 仅限于薄材料。
- 调整有限。
初始捏合
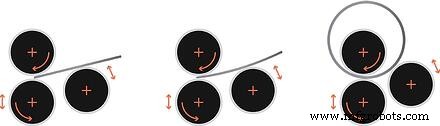
可能发现的最常见的板卷类型是初始夹点。这种类型的材料辊由 3 个辊组成,其中 2 个辊几乎直接垂直安装,一个是固定辊,另一个是可调节的。最后一卷在一个可调节的滑块上偏移,该滑块被控制在朝向两个卷的“夹点”点的运动中。操作此辊时,操作员插入工件材料并调整两个垂直辊的可移动性,直到工件牢固地“夹”在两个辊之间。接下来,偏置辊朝固定辊向上定位,迫使工件围绕固定辊弯曲。然后启动轧辊,轧制过程开始,调整偏移辊以达到所需的直径。
优点:
- 很常见的卷。
- 易于操作。
- 通常用于薄材料应用(1/4 英寸或更小)。
缺点:
- 必须将材料翻转或一直送入机器以“预弯曲”工件的后缘。
- 调整不准确,必须在轧制过程中反复检查。
双捏
这种类型的辊通常用于中版应用。上辊是固定的,而底部的两个辊可以以一定角度朝向顶部移动(固定辊),或者底部的两个辊是固定的,而上辊是可移动的。材料被送入直到它停留在底部的两个辊子上。然后将辊与上辊放在一起,直到达到所需的位置以获得正确的直径;滚动过程开始的时间。
优点:
- 很常见的卷。
- 易于操作。
- 通常用于中等材料应用(1/4” - 3/4”)。
缺点:
- 在材料的末端留下大平面。
- 调整不准确,必须在轧制过程中反复检查。
- 材料永远不会在辊之间完全“夹住”,并且可能会滑落 • 材料以一定角度送入。

4 卷
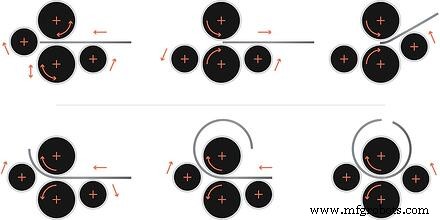
这种类型的印版辊是唯一一种对辊的计算机数字控制具有很大意义的类型,因为这是唯一可以轻松轧制椭圆形或非圆形形状的印版辊。该卷筒有两个垂直居中的卷筒和两个直接位于中心两侧的可移动卷筒,即“夹”卷筒。
这些可移动的辊可以从材料下方以一定角度定位到定位辊外径的中心线几乎可以与“夹送”辊的夹点相交的位置。为了操作这台机器,操作员首先将“引导”辊定位为材料挡块或计量器。
相对的辊定位在其直径类似于材料支撑的位置,通过允许材料被支撑在顶部直径上来辅助装载。夹送辊被打开,材料被插入并与“引导”辊成直角。然后将夹送辊压在一起,通过向后滚动夹送辊使材料略微缩回。然后将定位为材料计的前辊降低,以使工件的前缘从其上方通过。
随着轧制的开始,现在迫使材料向上进入所需半径的前辊。滚动一直持续到工件的后缘接近通过最初用作支撑的“后缘”角色。 “后”辊现在迫使材料的后缘向上进入最终位置以达到适当的直径。如果这些辊子通过数控控制,“前”辊和“后”辊可以自动调整位置,轧制椭圆形、蛋形或其他非圆形零件。
优点:
- 材料总是被紧紧地夹住。
- 由于调整了前辊和后辊,使扁平率最小化。
- 可用于几乎所有材料厚度应用。
- 材料被送入单位平面。
- 机器可以节省大量空间,因为材料不需要旋转和向后进料以预先弯曲另一端。
- 可以滚动非圆形。
缺点:
- 价格。
无论您选择哪种流程,都应基于您的零件和预算的最低要求。 Southern Fabricating Machinery Sales 代表来自许多不同工艺、制造商和型号的制造商和二手机器,以确保我们能够为您的应用提供正确的解决方案。立即联系我们,了解有关新的或旧的卷板机以及轧钢工艺的更多信息。
要下载此信息的 PDF 版本,请单击此处。
工业设备