

液压软管压接的演变
从最初不起眼的手动操作到支持物联网的机器,液压软管压接器是任何流体动力用户都应该了解的关键设备。
在这个液压行业中,您很难找到从未制造过液压软管总成的人。液压技术人员以制造各种配置的管道为生。尽管如此,作为该主题入门课程的一部分,即使是设计师和工程师也可能在学校亲自动手。通常情况下,流体动力专业人士在进入经销商或制造商行列之前先在当地的软管店磨牙。尽管如此,现在阅读本文的许多人都熟悉用于压接液压软管的技术。
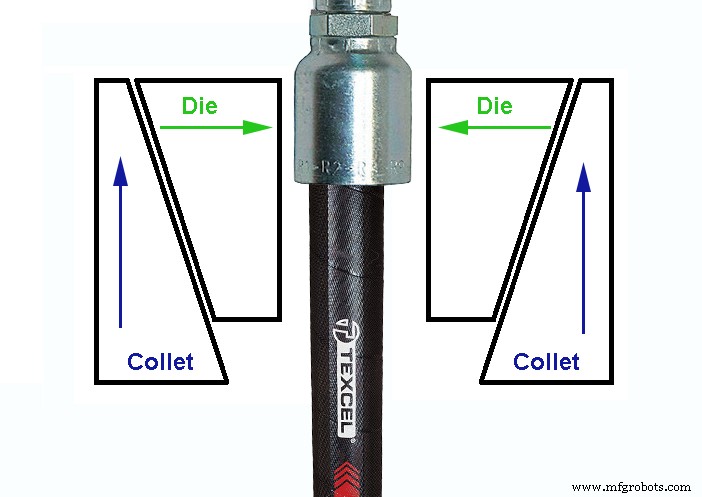
如您所料,软管压接设备起源于卑微的起点。任何能够对软管端套圈的外径施加径向力的机器都可以做到这一点。在他们的设计早期,工程师们利用了压接模具的锥形和底座布置,这种系统至今仍很流行。夹头作为一个座,当它顶住模具的锥形时,模具被迫向内(见图1)。
先动手
只要您可以推动模具或夹头以达到所需的向内力矢量,锥形形状就具有机械优势,有助于压缩软管端套圈。第一种软管压接技术使用老式的人力来达到预期的效果。早期的型锻压力机通过转动一个大的 T 形手柄、旋转一个机械螺钉穿过一个固定头来操作,迫使端部紧靠两件式模具组。
在这些便携式手压机的情况下,模具向下移动抵靠固定夹头,并且随着模具向下移动,它们也向内压缩。技术人员必须用另一只手小心地握住软管末端,同时用另一只手旋转手柄。一旦模具足够牢固地抓住配件,技术人员就会用双手用力挤压压接器,直到它触底。必须仅使用特定于应用的匹配模具和软管端。
这些便携式手动装置不提供与使用千分尺的新系统相同的自动压接直径技术。您只需夹紧该装置,直到两件式模具触底,并希望您达到压接规格。测量压接仍然可以让技术人员确认压接是否在规格范围内,但他们需要依靠他们对设备的经验来产生始终如一的准确结果。我还应该提一下,今天许多技术人员仍在使用便携式手摇机。
液压增加速度和力量

液压动力软管扣压机令人满意。全电动机器感觉不对劲,就像无肉汉堡或带自动变速器的马自达 Miata。扣压机增加了液压功率密度,为技术人员提供了一种更快、更强大的扣压软管端头的方法。液压压接器上的夹头本质上是一个环形液压缸。在某些情况下,两个气缸推动这样的环形圈。气缸产生的力推动夹头或模具,迫使后者以很大的力闭合在软管端部。
早期压接机的主要困难是缺乏通用性。使用的模具特定于软管末端,鼓励技术人员或软管商店仅使用来自同一制造商的产品。 If a shop wished to use various hoses and ends, a method to vary the crimp diameter had to offer variability in the crimp OD while still offering accuracy down to the thousandths of an inch.
Rather than limit the technician to fixed diameter dies, instead offering dies capable of a range of internal diameters brought in that variability to allow multiple types and sizes of assemblies. Instead of an exact diameter of, say, 0.733 in., the dies now offer a range from 0.700-0.788 in. for example. What could previously only crimp a ½ in. hose end may now crimp 1- and 2-wire hose from 3/8 to ½ in.
Dies designed for variable diameter applications present the challenge of accuracy, of course. The dies can only bottom out on their smallest setting, which may not always be helpful for any hose or fitting the shop offers. Crimp machine designers had to engineer a method to stop the crimping procedure at the desired size accurately. No technician is skilled enough to stop the hydraulic pump by feel with 0.002 in. accuracy or better.
Accurate and repeatable
Installing an adjustable limit switch offered the most accurate and repeatable solution to the variable die set. An adjustable micrometer attached to the limit switch allows the technician to set the depth of the limit switch to within a thousandth of an inch or less. When the crimp actuator contacts the limit switch, the pump stops automatically. So long as the micrometer has been calibrated, the crimp diameter is both accurate and precise for every single operation.
Hydraulic crimpers using the micrometer were the standard for decades, offering precise control to make hose assembly quick and straightforward. Much of the advancement, until recently, has been improvements to the practicality of the machine. Dual-stage hydraulic pumps provided the technician with rapid die travel until the clamping pressure was met, where the stages switched to the smaller, high-pressure pump for maximum force.
Convenient die storage systems to offer rapid and precise tooling changes also sped up the pace for busy hose shops changing between sizes. A die-set loader offered the technician ease of pulling dies from their holder where they’re inserted into the crimper before being clamped in place. The tidy die storage and replacement systems so widespread today beat the old habit of sifting through drawers or bins where every die of every size mingled with no organization.
Electronic control
Just as the rest of the industry moved towards electronic control, so too did the hose crimping machine. Some technicians found the traditional dial-micrometer hard to read and adjust, and often found itself out of calibration. Linear position sensors replaced the limit switches, and then the adjustment option went digital. A small LCD screen shows the crimp setting, which increased accuracy and reduced the chance for error. The precision of the linear transducer all but guarantees perfect, repeatable crimps.

Some hydraulic hose assembly equipment manufacturers have produced semi-automated hose assembly stations. One such machine requires only that the operator load the parts into the machine. The operator loads the stems and ferrules separately, two at a time, and then inserts the hose ends into the machine. The operator starts the sequence that inserts the stems into the pre-cut hose ends along with the ferrules.
The operator unclamps the hose assembly, and if it’s long enough, simultaneously inserts each end into the automatic crimper. A moment later, the technician pulls out a complete hose assembly. If the hose length isn’t long enough to span the gap and into the two openings, the ends are done individually but in parallel. The insertion and crimping functions are completed while the technician works on the opposing operation. Capable of two hundred complete hose assemblies per hour, this machine quickly offers a return on its investment.
Crimpers get smart
The industrial world continues to find new and creative ways to utilize Industry 4.0 concepts, and hose crimping technology is no different. Busy hose shops require speed and versatility, leaving little time for thumbing through catalogues looking for crimp specs. Many top crimp manufacturers offer high-end machines with touch screen HMIs employing wireless links to the manufacturer database.
This system might not be impressive for the technician who has memorized the crimp specs for their standard 100R1 or 100R2 assemblies. But when they’re asked to crimp various assemblies of stainless wrapped thermoplastic hose, they’ll be elated to know the required die information pulls up on the touchscreen. A quick selection of hose, dash size and stem results in readily available crimp specs populated right into the crimper settings.
Just like the fluid power industry at large, crimping technology will continue to advance. Expect to see augmented reality identify the hose and fittings visually, such as with QR codes, then automatically populate crimp specifications. Expect hydraulic hose crimping technology to become more versatile, more productive and more easily maintained.
工业设备