

4轴和5轴数控机床如何生产复杂零件
CNC 加工改变了制造业的世界。虽然铣床——使用旋转刀具从不成形的“工件”上切割材料的设备——自 19 世纪以来就已经存在,但 20 世纪中叶 CNC(计算机数控)技术的出现使加工速度更快、速度更快。准确。
今天的 CNC 机器使用计算机来控制刀具和/或工作台的运动,是非常先进的设备,允许制造商制造具有极低公差的复杂零件。
但是,由于存在所有不同的 CNC 加工选项,因此可能很难知道从哪里开始。不同的零件根据其形状、尺寸、数量和最终用途需要不同的加工工艺,因此选择正确的 CNC 工艺很少是一项简单的任务。
对于使用 CNC 机床的公司来说,最大的问题之一是机床提供的轴数。 3轴、4轴、5轴机床都是常用的,但它们之间的实际区别是什么?更重要的是,您应该使用哪个?
什么是数控机床“轴”?
了解加工的多个“轴”可能会令人困惑——这是有充分理由的。
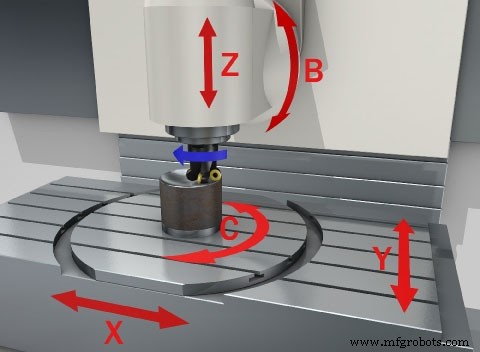
这个概念令人困惑,因为从直觉上看,三个轴似乎可以涵盖所有可能的形状。通过拥有可以沿 X、Y 和 Z 轴(左右、前后、上下)移动的刀具,机器应该能够在其表面上的任何点切割工件。通过以一定的间隔手动重新定位工作台上的工件(创建一个新的“设置”),机床操作员还可以让刀具进入工件的任何一侧。
但是,虽然许多 CNC 机床只使用三轴,而上述的三轴 CNC 加工对于许多项目来说已经足够了,但也有其他轴可以利用。
这些额外的轴是围绕 旋转的结果 X、Y 和 Z 轴中的一个或两个,不仅要考虑位置,还要考虑方向。实际上,这些轴可以通过旋转刀具或倾斜固定工件的工作台来利用。
为什么 4 轴和 5 轴 CNC 机床有用?
拥有带有这些额外轴的 CNC 机床具有许多优势。由于它们可以从不同的角度切割工件,4 轴和 5 轴机器可以在更短的时间内完成零件,而无需多次设置。这具有消除不正确对齐的附带好处 - 每次工件都必须手动重新定向以进行新设置时的风险。
多轴加工的另一个相关好处是它消除了对复杂夹具的需求,通常需要将零件固定在 3 轴机器上。
然而,从客户的角度来看,4 轴和 5 轴 CNC 加工的最大优势在于它可以以非常高的标准生产极其复杂的形状。借助额外的轴,机器可以以更大的范围和灵活性以新的弧度和角度移动。这最终导致能够创建各种不同寻常的几何形状。
此外,通过拥有一台可以将刀具定向在任何角度的机器,可以对作业进行编程,以最有效的方式切割工件——以一个可以提供最佳切割速度和排屑的角度,从而获得更高质量的工件。完成的部分。
该布置也是生产轮廓表面的理想选择。对于 3 轴机床,弯曲的边缘需要多次小切口,这可能需要很长时间才能完成,而且很少会留下完美的光洁度。但是对于多轴机床,逐渐旋转——调整第四轴或第五轴——可以产生近乎完美的轮廓和光滑的光洁度。
5 轴加工还是 3+2?:找到合适的配合的简短指南
谈到切削工具,您必须考虑的主要因素之一是选择适合您的工作流程的轴数。对于相对简单的工作,您可以满足于 3 轴系统,但对于更复杂的零件,您可能需要升级。这就是 5 轴和 3+2 轴机器的用武之地。
虽然 5 轴加工在某种程度上是一种常年的宠儿,但 3+2 也有自己的特殊地位,并具有一些明显的优势。 3+2 或 5 轴索引(或其各种替代标题)是一种加工形式,在模具车间和打印要求不太复杂的公司中很受欢迎。
那么让我们仔细看看:
工作流程差异
两种技术之间的核心差异归结为角度加工和连续加工与索引加工。这意味着 3+2 加工或 5 轴“分度”加工不会通过所有旋转轴保持刀具和工件的连续接触。与这种加工方式相反,联动或真正的5轴加工同时使用机床的三个线性轴(X、Y和Z)和两个旋转轴(A和B),从而产生更复杂的轮廓表面加工。
在代码方面,3+2 加工一般也使用不太复杂的 G 代码。许多 5 轴加工软件提供商都包含 3+2 加工的规定。然而,3 + 2 加工简化了刀具运动,因为它实际上是一种三轴机床,没有主轴头的“曲折”来操纵切削刀具。
用户可能要记住的是,他们应该评估 CAM 软件的防撞和程序模拟能力。尽管如此,3+2 能够如此受欢迎的原因之一是出现了广泛的可用编程实用程序,因此它应该不是那么大的障碍。
相似之处
就共同优势而言,它们都带来了尺寸稳定性,因为设置更少,并且使用更短的工具提高了表面光洁度。 3+2 工艺对铣削工艺使用相同的 3 轴控制,但加工台可以重新定向并沿两个附加方向旋转。因此,加工对象可以从各个方面进行加工,从而减少了设置需求并降低了总体成本。较短的循环时间还降低了两种技术的运行成本。
任何人都可以猜到,使用单一装置从所有五个方面加工零件所需的准备工作更少,并且可以从更短的交货时间中受益,同时以更高的精度进行操作,并且无需将您的对象从一台设备转移到另一台设备。
特殊应用
5 轴加工总体上可能提供更复杂的最终产品,但 3+2 轴在某些方面脱颖而出。 3+2 轴加工非常适合不需要极端轮廓控制的零件,例如夹具、固定装置、外壳和其他此类组件。如果您需要制造具有极其精细特征的设计,那么真正的 5 轴加工可能最适合您。
5 轴加工特别适用于汽车、航空航天或医疗零件,因为它提供了改进的质量和精加工。简而言之,更严格的公差和更复杂的几何形状更适合 5 轴加工。然而,这并不是讨论的结束。如前所述,3+2 轴加工有一些明显的好处,可以使其更受欢迎。
一方面,它比 5 轴加工便宜。 3 + 2 操作的常见应用包括粗加工和其他激进的高速加工技术。较短的刀具长度还可以在型腔和陡壁中进行底切,这种能力非常适合模具制造和其他涉及曲线或有角度的管状形状的工件应用。与传统的 3 轴加工相比,3+2 加工使用更短的刚性切削刀具,该刀具可以朝向工作表面倾斜以获得更快的进给和速度。 .它也体现了 5 轴加工的许多优点,而且价格不高,尽管过去几年 5 轴机床在价格方面已经走了很长一段路。
在某些情况下,这两种技术可以串联使用。例如,3 + 2 加工可用于粗加工操作,然后进行同步五轴加工以进行精加工操作。由于 3 + 2 允许的刀具长度更短,它适用于诸如此类的更激进的高速加工技术。 3+2轴机床在很多情况下也能有效进行余料加工。
同时,不应将 3+2 系统和设置视为五轴联动加工的替代品。某些几何形状绝对需要 5 轴系统,例如用于在型腔中生产尖角的平头立铣刀。由于 3+2 加工通常使用与 3 轴加工类似的球头立铣刀,因此这种设置可以降级。使用具有圆锥、棒棒糖或其他特殊几何形状的切削工具的各种其他切削模式可能需要完整的五轴运动才能获得精确的结果。
5 轴和 3+2 轴加工在制造业中都占有一席之地。这只是选择最适合自己的工作流程、投资水平和最终产品的问题。
哪个流程适合我?
由于 4 轴和 5 轴机器可以生产高度复杂的零件,因此它们通常受到航空航天等高预算、高风险行业的客户的青睐。但是,并非每个作业都需要多轴设置。
如果成本是第一要务,3 轴加工可能是最佳选择。 3 轴机床的购买成本更低,操作技能要求也更低,因此零件的 3 轴加工往往比更先进的工艺之一更便宜。即使不考虑成本,有时也最好将极其简单的形状留给 3 轴机器。
当这些标准都不适用时,决定变得更加棘手。这就是为什么通常最好咨询 CNC 加工专家,以获取有关哪种机器适合特定工作的建议。
原型制造专家 3ERP 是领先的 CNC 加工公司之一,并且是除了更常见的 3 轴品种之外还可以提供 4 轴和 5 轴加工的精选公司之一。我们的 HAAS CNC 铣削服务是最好的,公司的工程师在该领域拥有多年的经验。 3ERP 还提供多种材料,包括 ABS、Teflon 和 PEEK 等塑料,以及铝、钢和钛等金属。
与 3ERP 讨论您的 CNC 加工需求,了解 4 轴或 5 轴加工是否可以为您的项目提供最佳解决方案。
数控机床