

螺纹旋风铣刀具技术的进步
 具有无缺陷、亚微米表面质量的新型刀片涂层技术非常适合各种螺纹旋风铣时刀片承受的切削载荷。图片来源:GenSwiss
具有无缺陷、亚微米表面质量的新型刀片涂层技术非常适合各种螺纹旋风铣时刀片承受的切削载荷。图片来源:GenSwiss
作为生产加工的读者 杂志,很有可能您已经投资了 CNC 瑞士车床技术,或者您对将来这样做非常感兴趣。也许是这些机器能够达到的精度水平,或者您正在考虑一项长期运行的大批量生产工作,并且需要这种设备提供的能力类型。
有一件事是肯定的:螺纹加工几乎是每个瑞士机械车间都会遇到的事情,每个瑞士机械师都应该了解该领域的最新进展。毕竟,CNC 瑞士车床的另一个名称,虽然有点“老派”,是“螺丝机”。虽然这不是绰号的由来,但制作线程是他们真正擅长的事情。
特别是,螺纹旋风铣是一种通常在最近取得了进步的瑞士型上进行的螺纹加工。新的刀片技术和刀具设计使这种传统单点螺纹替代方案的生产效率更高。
但是,在了解螺纹旋风铣刀具技术的进步之前,让我们退后一步,通过回顾一下相关的瑞士车床标志性设计元素的一个方面,为任何“导套新手”提供一些指导加工螺纹。当在瑞士机床(或任何车床)上使用传统的单点方法进行螺纹加工时,需要使用刀具进行多次走刀才能达到螺纹形状的完整深度。对于使用 60 度内螺纹形式的大直径螺钉,这往往不是太大的问题,因为金属去除率低且工件变形最小。因此,切削这类螺纹所需的工具压力也相对较低。
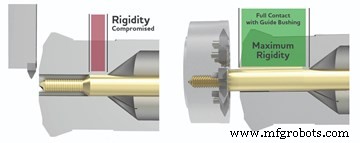
瑞士型导套提供的支持执行单点线程时可能无效。这不是螺纹旋风铣的情况。
然而,由于瑞士型车床的滑动主轴箱和导套布置以及被加工工件的特征或要求,这可能会导致工件在返回时从导套“掉出”穿过螺纹工具,导致挠曲和刚度损失。当螺纹大径小于毛坯直径时,这些现象变得更加普遍。导套提供的支撑是无效的。然后考虑制造更具侵略性的“支撑”式螺纹所需的一些金属去除,例如在骨科和创伤修复外科植入物中常见的用于固定骨头的螺纹。单点线程成为以具有成本效益的方式完成工作的次要手段。其中一些深螺纹可能需要多达 40-50 次才能完成,具体取决于螺纹特性。
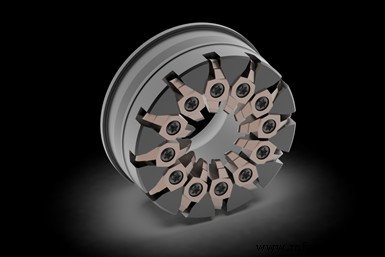
这里可以应用螺纹旋风铣来提高这种螺纹的生产能力。但是螺纹旋风铣是如何工作的呢?需要四个组件: CNC Swiss/滑动主轴箱车床;专门为此过程设计的专用动力刀具旋风铣附件;刀环/刀体;和多个硬质合金刀具刀片,带有必要的螺纹,形成精密研磨。这些工具组件协同工作,一次通过将棒料从原料直径“旋转”成完成的标准或定制螺纹形式。
这是如何实现的?切削动作是一种类似于内径螺纹铣削但在工件外径上的铣削过程。这通过确保材料在导向衬套内保持刚性以及通过调制每齿切屑负载和 C 轴转速来严格控制光洁度质量和速度。与单点螺纹相比,通过在刀体中使用尽可能多的刀具可以实现更高的金属去除率和更好的光洁度。当与当今大多数机器上常见的高压冷却能力配合使用时,切削区域可以保持清洁且没有切屑。因此,可以达到非常高的速度,从而在一次通过中就可以完成无毛刺的螺纹加工。
先进的螺纹制造是一个“加分项”
现在,让我们来看看这个过程的进步。在先进制造技术的世界中,硬质合金涂层是帮助实现更高产量的主要参与者。瑞士 Utilis AG 最近推出了其专有的 UHM10 TX+ 工具,该工具结合了硬质合金基材和涂层,不仅适用于钛和医用不锈钢应用,还适用于高温合金。这种新的涂层技术具有无缺陷的亚微米表面质量,非常适合硬质合金在螺纹旋风铣时遇到的各种切削载荷。边缘质量是保持螺纹形状精度的一个重要方面,而 TX+ 产品可在不使几何形状变形的情况下加强边缘状况。当导角调整、刀具中心位置和刀片精度对于在工件上产生完美螺纹至关重要时,这一点至关重要,尤其是在螺纹牙顶锋利度可能是主要要求的小于 3 mm 的螺纹大直径上。
增加一些覆盖面
在小直径特殊螺纹形式中,设置的刚度和与导向衬套的距离可能成为一个问题。传统上,解决此问题的方法是获得一个加长的刀尖导套,以使毛坯和工件更靠近螺纹旋风铣刀片“飞行圆”,以防止产生精加工和刀片破坏谐波。任何使用过加长刀头导套的人都可以证明,这有时会变得很麻烦,因为您现在需要将所有传统车刀从刀盘向外移动以补偿导套偏移。因此,需要大量额外的设置工作才能使旋风铣操作能够处理这些较小直径的工件。另一种方法是使刀片飞行圆更靠近工件。对于广泛的商用旋风铣附件(来自机床制造商 OEM 或来自 GenSwiss 等公司的售后市场),现在有在刀片飞行圆定位中内置正向偏移的刀圈。
虽然动力刀具驱动器的速度可以从 5,000到 10,000 rpm,螺纹旋风铣往往只需要 2,000 到 3,000 rpm。
例如,假设车床的活旋风铣刀定位从标准导套到硬质合金刀片中心线的距离为 15 毫米。这项工作需要在 6AL-4V 钛合金中旋转一个 2.5 毫米大直径、双导程支撑式螺纹形式。该车间已经备有小直径棒材来生产这些螺纹零件。虽然这种螺纹非常适合旋风铣,但直径意味着必须特别注意控制从坯料直径同时切割两条引线可能发生的振动。这是一个移动环使插入飞行圆更接近标准长度导套以弥补部分距离的地方。可以进行简单的 Y 轴偏移校正,以将刀片形状重新定位在棒材的切削位置上。通常,使用没有加长鼻导套的移位环可以取得成功。
加速和冷却
许多现代瑞士车床现在提供开箱即用的动力工具驱动器,能够更快地速度,这主要归功于智能电机技术的进步,但也因为需要更高的转速来使用微型工具。许多型号的动力工具驱动器的动力工具速度从 5,000 到 10,000 rpm。在工件上实施旋风铣时应考虑的一个因素是除螺纹旋风铣之外可能需要执行的任何微端铣或钻孔工作。对于大多数应用来说,旋风铣作业往往只需要 2,000 到 3,000 rpm 的动力刀具,而额外的微加工可能需要电机以全速驱动,从而使旋风铣主轴处于原本可能不需要操作的速度。
如果您正在阅读本文并且不了解此处的意义,请注意大多数瑞士机器型号通过一个电机驱动工具位置上的所有活动工具。因此,当运行钻头或立铣刀时,旋风主轴在不进行切削时也会以这种更高的速度旋转,尽管在这些较高的转速操作期间没有产生切屑,但它的里程表上的里程也会增加。优化设置的一个非常好的方法是,将其与高速主轴单元配对,不仅可以提高机床的生产率,还可以延长旋风主轴和其他动力刀具的使用寿命,这有助于减少运行带电工具的整体电机速度,同时保持微型工具操作的最佳表面速度。许多品牌和型号的瑞士机器都可以使用齿轮驱动的倍速主轴。

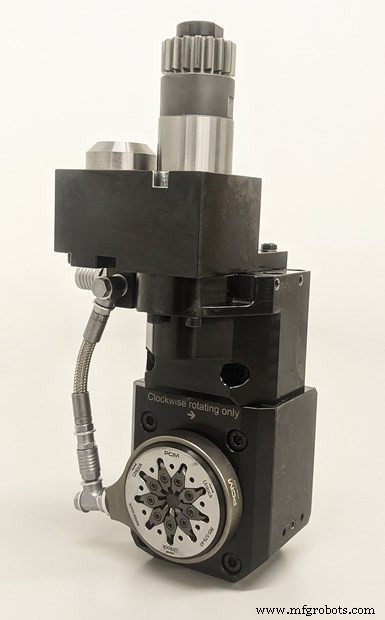
冷却液通过旋风铣附件和刀环可以确保将冷却液可靠地直接输送到切削区,以帮助排屑并保持润滑性和刀具寿命。 (插图显示了移除刀片的切割环,显示了环内径上的端口。)
另一个不容忽视的设置考虑因素是能够从切削区提供足够的冷却和排屑。以前,这通常是通过将高压冷却剂管线连接到切割区并使用可弯曲管仔细瞄准射流来实现的。这对于清除旋转动作产生的颗粒状切屑很有效,但调整和完美瞄准可能很麻烦,从而增加了工作的昂贵设置时间。介绍由瑞士 PCM Willen SA 为其旋风铣附件系列开发的冷却液通过、配备喷射装置的旋风铣附件和刀圈。
这种新的流线型设置可以确保可靠的冷却液输送并将切削液直接引导到切削区域,帮助排屑并保持润滑性和刀具寿命。冷却液/高压油被推过刀环本身并进入刀环内部的冷却液通道。高压喷油嘴的角度略微倾斜,并经过校准以适应刀片的标距长度,从而消除了是否实现润滑性和最佳冷却的任何问题。新冷却环设计的另一个好处是,它还可以通过小型弹簧棘爪锁定螺钉从旋风铣附件的背面固定,当需要将硬质合金刀片转位到新边缘时,这可以节省更多时间。高压快速释放线使更换或转位刀片比以往更容易。
站在前面
毫无疑问,积极的螺纹将继续成为医疗骨科行业的主食,没有比螺纹旋风铣更好的方法来可靠地生产它们,速度、光洁度和质量控制。通过升级到更多基本螺纹的旋风铣也可以节省成本,例如长零件上的 UNC/UNF 螺纹,特别是在使用产生粘性延展性切屑的材料或需要分段螺纹以防止从导向衬套脱落的应用时。通过确保您的流程使用可用的领先工具技术,您的运营将能够在未来几年保持竞争力并领先于曲线。
工业设备