

螺丝刀
背景
很难找到一个没有至少一把螺丝刀的美国家庭。螺丝刀可能是最普遍的手动工具,它有着悠久的谱系,是复杂制造过程的产物。阿基米德被认为在公元前三世纪发明了螺丝。 ,尽管他的发明旨在传递运动(如蜗杆和齿轮组件的连续蜗杆)而不是将物体固定在一起。
到公元前一世纪 , 大型木螺钉用于压机生产酒 和橄榄油,并用尖刺插入或穿过手柄,类似于用于打开酒瓶的现代开瓶器,尽管更大。它们由木头制成,末端平坦而不是尖头,还有一个容器来容纳被压制的材料。
金属螺钉和螺母似乎在十五世纪被用作紧固件,尽管这些螺钉的头部是用扳手而不是螺丝刀转动的——螺钉头要么是方形的,要么是六角形的。在接下来的一个世纪里,人们在盔甲中发现了头部有槽的螺钉,尽管用于加工螺钉的工具螺丝刀的设计尚不清楚。
现代螺丝刀直接从大约 1750 年木匠支架中使用的平头钻头下降而来。木工在 1800 年代初期使用手动螺丝刀,在 1850 年之后,当机器使螺丝的自动生产成为可能时,手动螺丝刀变得更加普遍。这些早期的螺丝刀在轴的整个长度上都是平的。当前仅在工作端被压扁或成形的圆棒设计使该工具更加坚固,并利用了制造过程中使用的圆线。最古老和最常见的螺丝刀类型是一字螺丝刀,它适合头部有一个槽的螺钉。今天可能有 30 种不同类型的螺丝刀,有各种尺寸,都有不同的用途,并且都设计用于装入特殊螺钉。
第二个使用最广泛的螺丝刀“菲利普斯”是由亨利菲利普斯在 1920 年代后期发明的。推出后不久,该工具就给用户带来了两难境地——螺丝刀的头部在拧紧或“脱出”时从螺钉上拉开,导致螺钉头和组件剥落,难以拆卸。然而,伪装成了一种美德;螺丝是用电动工具驱动的,当他的电动工具滑出螺丝头时,装配工就会知道螺丝已经完全被驱动了。可以接受电动工具更大扭矩(转动功率)的螺钉头比手动转动的开槽螺钉头更具优势。今天,制造商正在生产或准备生产消除凸轮的十字螺丝刀。可能的解决方案(尽管某些系统的细节是公司机密)侧重于适合十字螺丝刀的边缘角度,或者使用更好的抓握材料来涂覆或电镀螺丝刀尖端。
Torx螺丝刀,广泛用于汽车 修复和其他应用,旨在承受菲利普斯螺丝的扭矩,同时消除凸轮问题。它的平点有六个星形边缘,可以平放在螺钉头中。 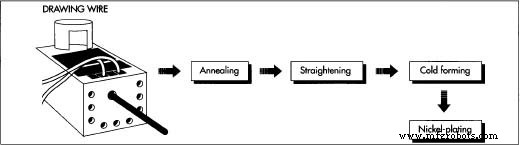 为了制造钢棒,线材被机械拉制成合适的直径,退火(热处理),拉直,然后冷成型到合适的形状。冷成型压力机将电线切割成所需的长度,并形成螺丝刀的尖端和适合手柄的“翼”。然后将杆镀镍以对其进行保护。找到与一字螺丝刀和十字螺丝刀一起出售的梅花螺丝刀并不少见。
为了制造钢棒,线材被机械拉制成合适的直径,退火(热处理),拉直,然后冷成型到合适的形状。冷成型压力机将电线切割成所需的长度,并形成螺丝刀的尖端和适合手柄的“翼”。然后将杆镀镍以对其进行保护。找到与一字螺丝刀和十字螺丝刀一起出售的梅花螺丝刀并不少见。
其他类型的螺丝刀专为特殊用途而设计,库存充足的五金店将有槽、菲利普斯、梅花、罗伯逊(一种方轴,适合螺钉头部相应的方形切口)等晦涩的螺丝刀类型。一些螺丝刀还没有找到合适的市场,例如设计用于装入特殊螺丝的螺丝刀,这些螺丝在螺丝顶部和螺丝头侧面都有槽,螺丝刀尖端有相应的夹子。可用的螺丝刀和螺丝种类如此之多,以至于即使是高质量的设计创新也被消费者抵制购买新型螺丝刀和相应螺丝所克服。
原材料
大多数螺丝刀的原材料都非常基本:杆用钢丝,手柄用塑料(通常是醋酸纤维素)。此外,钢尖一般镀有镍或铬。
制造
过程
制作平头或一字螺丝刀与制作任何其他配置没有太大区别。本条目稍后将讨论平头螺丝刀和十字螺丝刀之间的差异。
制作钢筋
- 1 首先,将成卷的绿色线材(尚未拉制成最终尺寸的线材)以大线圈的形式运送到工厂,有些重达 3,000 磅(1,362 公斤)。电线通常是关于。直径 375 英寸(0.95 厘米)。然后将线材机械拉制成生产运行所需的直径;一台可调式拉丝机可以生产任何所需的直径。在拉拔过程中,线材被送入带有缩径孔的模具,直至达到合适的尺寸。
- 2 线材拉制后,对其进行退火(热处理)以获得正确的金属拉伸强度。此过程包括在约 1,350 华氏度(732 摄氏度)的温度下烘烤电线 12 小时。
- 3 接下来,线材通过弦锻机拉直,然后转移到冷成型压机中,将线材切割成合适的长度并形成螺丝刀的尖端和适合手柄的“翼”。这些翅膀可以通过透明或半透明的塑料手柄看到。新形成的“棒”(没有 Ats 手柄的实际螺丝刀)然后在大约 1,555 华氏度(846 摄氏度)的直列式炉中进行热处理。这是一个连续流动的过程,当棒材通过炉子时,它们会落入油淬中进行冷却。然后将棒材放入回拉炉(450 至 500 华氏度或 232 至 259 摄氏度)中并烘烤至指定的硬度。
- 4 消费型螺丝刀在组装前已镀镍(覆盖有镍保护涂层)。如果螺丝刀被指定用于专业用途,则将其转移到手工研磨部门,在那里将尖端研磨成合适的尺寸。刀柄经过化学研磨,然后抛光。然后将螺丝刀放入镍闪蒸浴中并进行电镀铬处理。
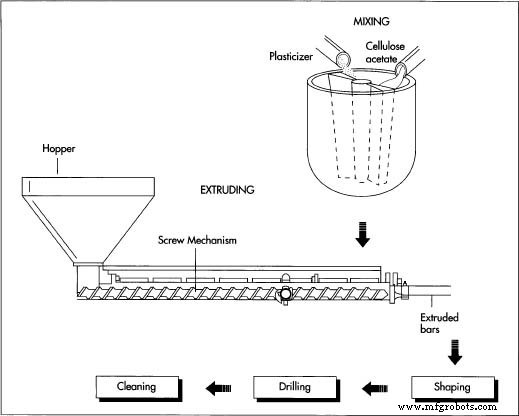 塑料手柄是将醋酸纤维素与增塑剂混合,然后将混合物挤出成棒状。进一步成型后,将杆钻孔以便插入杆,清洁以去除污垢,然后浸入丙酮蒸气浴中,这会熔化并平滑手柄的外部。
塑料手柄是将醋酸纤维素与增塑剂混合,然后将混合物挤出成棒状。进一步成型后,将杆钻孔以便插入杆,清洁以去除污垢,然后浸入丙酮蒸气浴中,这会熔化并平滑手柄的外部。
十字螺丝刀
- 5 在冷成型压力机(上面的第 3 步)切割线材后,将螺丝刀送入“模锻和研磨”操作,在那里模具从加热的线材形成尖端的刀片。然后研磨工具并形成翼。
- 6 如果正在生产专业模型,则棒材进入倾翻操作(创建子弹点的自动倾翻机),然后进入轮廓机(切割“轮廓”的机器)。后一种机器在尖端上方的侧面切割四个凹槽或狭槽。然后将电线制成翼状,并以与平头螺丝刀杆相同的方式进行热处理。消费者型号的十字螺丝刀是镀镍的,而专业型号是抛光和镀镍/镀铬的。
句柄
- 7 螺丝刀的手柄通常由醋酸纤维素制成;它以粉末形式(醋酸纤维素松香)运送到工厂,然后在装有大约 1,000 磅(454 公斤)混合材料的巨型搅拌机中与液体增塑剂混合。如果需要彩色手柄,则将颜料添加到搅拌机中。得到的糊状物具有厚蛋糕糊的稠度,然后进入挤出机(一种将材料从开口挤出的机器,就像绞肉机挤出肉串的方式),挤出一块固体醋酸纤维素.然后将醋酸纤维素切成小丸。
- 8 接下来,将颗粒送入另一台挤出机,将手柄材料挤出为 8 到 10 英尺(2.4 到 2.4 英尺)的棒材。
 最古老和最常见的螺丝刀类型是一字螺丝刀,它适合在螺丝刀上有一个槽的螺丝刀头。今天可能有 30 种不同类型的螺丝刀,有各种尺寸,都有不同的用途,并且都设计用于装入特殊螺钉。 3 米)长。如果需要双色手柄,可以将第二台挤出机连接到第一台以挤出单个双色杆。然后将杆放入自动车削机中,该机器将手柄成型并将其切割成最终长度。然后在将插入杆的手柄上钻一个孔。
最古老和最常见的螺丝刀类型是一字螺丝刀,它适合在螺丝刀上有一个槽的螺丝刀头。今天可能有 30 种不同类型的螺丝刀,有各种尺寸,都有不同的用途,并且都设计用于装入特殊螺钉。 3 米)长。如果需要双色手柄,可以将第二台挤出机连接到第一台以挤出单个双色杆。然后将杆放入自动车削机中,该机器将手柄成型并将其切割成最终长度。然后在将插入杆的手柄上钻一个孔。 - 9 手柄经过机器清洗和干燥,以去除车削机和挤出机上的油脂、油和多余的碎屑。接下来,把手浸入丙酮蒸气浴中,使把手的外部熔化并变得光滑。丙酮蒸气高度易燃,此过程在防爆室内进行。
组装
- 10 最终组装方法取决于所生产工具的质量。专业型号在水平组装机上单独组装,液压将杆压入塑料手柄。把手在进入组装机之前立即用烫印标记。这种装配过程需要为每台机器配备一名熟练的操作员。
其他型号可能会在液压机上组装,一次三个。最便宜的型号在一台机器上一次组装六个,然后由机器人放置在皮肤卡机器上,该机器包装螺丝刀以供大众市场销售。
- 11 在包装之前,螺丝刀可能会根据需要配备一个特殊的手柄盖。例如,安装在螺丝刀手柄上的橡胶帽对于每天使用工具五六个小时的专业人士来说可能更舒适。带有深槽的大把手可能是一些工人的理想选择,而每六个月组装一次灯或橱柜的家庭杂工可能不需要或不想为额外的舒适感买单。
质量控制
消费者报告 该杂志在 1983 年的测试中发现,尽管他们测试的大多数螺丝刀都经过电镀,但表面处理类型对螺丝刀的质量几乎没有影响。另一方面,劣质电镀可能表明在制造过程中没有对工具给予足够的重视。同样,质量差的磨削会导致边缘和拐角变圆,效率不会达到应有的水平;在研磨过程中烧毁的尖端可能没有应有的硬度。
制造工艺