

CNC 假人的通用车削刀片命名法

CNC 假人通用车削刀片命名法
通用车削刀片有多种形状和尺寸。记住和理解一件重要的事情是,每个车削刀片都有一个与之相关的术语。这些通用车削刀片命名法告诉我们很多关于这些通用车削刀片的信息。
车削刀片命名法是一些字母和数字的列表,但其中隐藏了更多数据。
注:以下解释均按公制插入。
通用车削刀片命名法
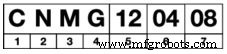
以上车削刀片命名为CNMG 120408 .
1 =车削刀片形状
通用车削刀片命名形状
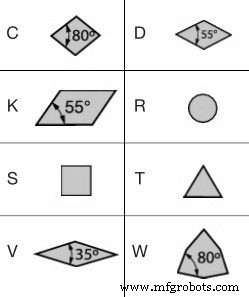
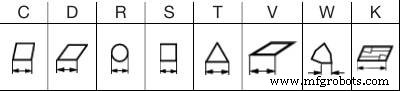
一般车削刀片命名法中的第一个字母告诉我们一般车削刀片形状,车削刀片形状代码如 C、D、K、R、S、T、V、W。这些代码中的大多数肯定表示车削刀片形状,如
- C =C 形车削刀片
- D =D 形车削刀片
- K =K 形车削刀片
- R =圆形车削刀片
- S =方形车削刀片
- T =三角形车削刀片
- V =V 形车削刀片
- W =W 形车削刀片
2 =车削刀片后角
通用车削刀片命名法 后角
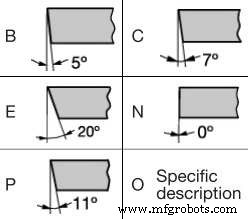
一般车削刀片命名法中的第二个字母告诉我们车削刀片后角。车削刀片的后角为- B =后角为 5° 的车削刀片
- C =后角为 7° 的车削刀片
- E =后角为 20° 的车削刀片
- N =后角为 0° 的车削刀片
- P=后角为 11° 的车削刀片
3 =车削刀片公差
通用车削刀片命名法的第三个字母告诉我们车削刀片公差。
这些是不同刀片尺寸的车削刀片公差,例如车削刀片长度、高度等的公差。我个人认为它们对数控机械师没有任何用处,因为这些公差很小。
4 =车削刀片类型
通用车削刀片类型
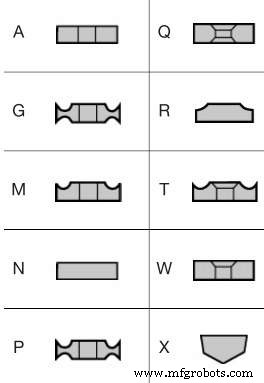
通用车削刀片命名法的第四个字母告诉我们车削刀片孔形和断屑槽类型。
- A =带圆柱孔的车削刀片
- G =带圆柱孔和双面断屑槽的车削刀片
- M =带圆柱孔和单面断屑槽的车削刀片
- N =无孔车削刀片 且无断屑槽
- P =带圆柱孔和 Hi-Double-Positive 断屑槽的车削刀片
- Q =带 40-60° 双埋头孔的车削刀片
- R =无孔单面断屑槽车削刀片
- T =带 40-60° 双沉头单面断屑槽的车削刀片
- W =带 40-60° 双埋头孔的车削刀片
- X =特殊设计的车削刀片
5 =车削刀片尺寸
一般车削刀片的这个数值告诉我们车削刀片的切削刃长度。
普通车削刀片切削刃长度
6 =车削刀片厚度
一般车削刀片的这个数值告诉我们车削刀片的厚度。
7 =车削刀片刀尖半径

通用车削刀片刀尖半径
通用车削刀片的这个数值告诉我们车削刀片的刀尖半径。
- 代码 =半径值
- 04 =0.4
- 08 =0.8
- 12 =1.2
- 16 =1.6
您可能喜欢 CNC 假人的螺纹刀片命名法
数控机床