

G71 车削循环初学者数控车床程序练习
提交人:Vikram
总结
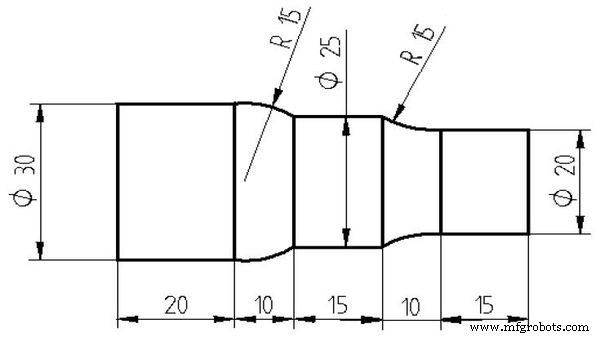
使用固定循环为 FANUC 控制的机器编写 CNC 车床程序。取工件直径=30mm,切深=0.5mm,转速=1200rpm。适当假设feed等数据。
绘图/图片
数控程序
N0 G90 F0.5 S1200 T0101 M03 N10 G00 X35 Z2 N30 G71 U0.5 R1 N35 G71 P36 Q90 U0.05 W0.05 N36 G01 X20 Z0 N50 G01 X20 Z-15 N60 G02 X25 Z-25 R15 N70 G01 X25 Z-40 N80 G03 X30 Z-50 R15 N90 G01 X30 Z-70 N100 G28 U0 W0 N110 M05 M30
数控机床
- 适合初学者的 CNC 路由器
- CNC Fanuc G73 Pattern Repeating Cycle CNC 程序示例
- 初学者 CNC 编程一个简单的 CNC 编程示例
- 英制简单数控车床程序中的 CNC 编程示例
- G90 车削循环 Fanuc – CNC 程序示例代码
- 初学者数控铣床编程示例
- G20 车削循环 – CNC 车床 Fanuc 21 TB
- Anilam G 代码 – 用于车削的 4200T CNC 控制
- 示例程序 Sinumerik CYCLE81 钻孔循环 – CNC 车削
- CNC 车床编程练习 Fanuc G71 车削循环,G74 啄钻循环
- G71 粗车循环示例代码 – CNC 车床编程
- CNC 车床简单 G 代码示例 – G 代码编程初学者