

速度、过程控制结合在更新的多主轴平台中
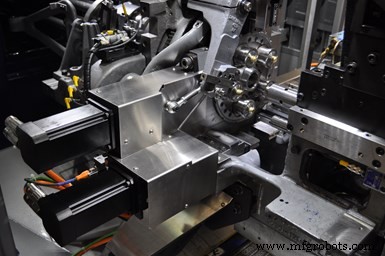
本机结合了通过计算机数控(CNC)实现编程和精度的多轴凸轮丝杠机床。图片来源:达文波特机器
Davenport 品牌对我们精密加工行业的任何人来说都不陌生。以B型多轴等零件设备多年来生产的零件设备总数来估算是不可能的。
这些凸轮驱动的螺丝机中的许多至今仍在使用。也就是说,Davenport Machine(Brinkman International Group Inc. 的一部分)现在提供了这些五轴机器的下一个演变——混合动力——其设计旨在实现更严格的过程控制和精度,同时也更易于操作和更多灵活设置和转换到新工作。
Davenport Machine 首席执行官 Andy Laniak 表示,Hybrid 的目标是保持公司传统多主轴平台闻名的生产速度,同时提供可重复的 CNC 定位精度和直观的计算机界面,供当今的机器操作员、程序员和设置人员使用时会有宾至如归的感觉。他补充说,Hybrid 还被设计用于加工更具挑战性的材料,例如可用于生产包括航空紧固件在内的零件的高温合金。
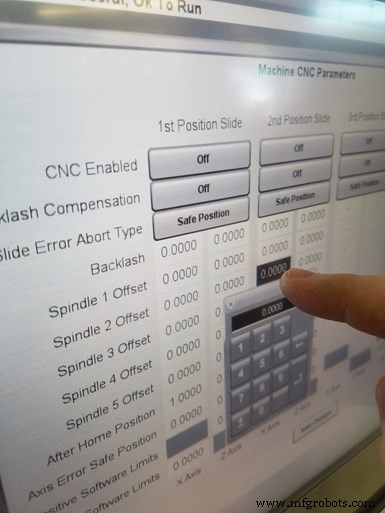
带触摸屏的 CNC 运行专有控制软件。可以执行刀具到主轴的偏移来调整每个主轴的零件直径和长度,以实现全局偏移能力。该控制系统还提供零件计数、库存耗尽感应和主轴负载监控等功能。
由于这台机器在 2017 年精密加工技术展 (PMTS) 上的介绍,你们中的一些人可能很熟悉。(访问 pmts.com 了解更多关于今年 8 月 10 日至 12 日在克利夫兰举行的展会的信息。)从那时起,设计改进和增加。以下是该公司所说的最新版 Hybrid 机器的快速细分,该机器在其位于纽约罗切斯特的总部制造,目前具有的功能。
- 刚性底座。 优化的铸件几何形状提供了高刚性,而机器底座具有集成的结构支撑,以提高减振质量。此外,基于公司 HP 设计的旋转头/主轴托架安装在由 9 英寸预加载角接触轴承支撑的机床床上,以帮助确保一致的主轴定位和更快的分度速度。每个主轴都使用角接触轴承,以改善尺寸控制和零件圆度。
- CNC 驱动的幻灯片。 第一和第二位置 CNC 驱动的滑轨骑在预加载的直线导轨上,由伺服驱动的滚珠丝杠提供运动(不使用凸轮或连杆)。同样,第三和第五个位置采用 CNC 驱动的摆臂,而不是凸轮或螺丝扣。带有双轴 (X-Z) 滑块的第四个位置可以执行单点车削和螺纹加工、2D 仿形和角底切。它还可以接受用于复杂内轮廓和底切的镗杆支架,以及在同一张幻灯片上执行 ID 和 OD 工作的组合工具。
- CNC 运行专有软件。 带有 15 英寸触摸屏的 Hybrid 数控系统运行由 Davenport Machine 开发(并修改和更新)的控制软件。每个滑动轴都可以独立编程。可以执行刀具到主轴的偏移来调整每个主轴的零件直径和长度。例如,一旦设置,这将为每个主轴上的每个刀具提供全局偏移功能,以调整刀具磨损。该控制系统还提供零件计数、库存耗尽感应和主轴负载监控等功能。

快速更换燕尾工具系统有助于快速设置用于新工作并接受行业标准的硬质合金刀片,这意味着不需要特殊形状的工具。
- 燕尾刀架系统。 为了帮助加快转换速度,Hybrid 配备了快速更换的燕尾槽工具系统,可用于切削、成型或标准 5/8 英寸棒状工具配置,以提供精确的锥度、高度和长度位置调整。所有刀柄都包括高压 (1,000-psi) 贯穿刀具冷却液输送口,可将冷却液引导至刀具的切削刃,同时无需在工作区使用铜或可调节喷嘴。 (冷却液槽容量为 200 加仑,高压冷却液是标准机器功能。)工具模块接受来自不同工具供应商的传统硬质合金刀片,这意味着不需要特殊工具。
- 零件移除选项。 混合机器提供三种不同的零件拆卸选项。一种是传统的弹簧式顶出器,可将零件推入机器内的滑槽。或者,零件可以从拾取轴的后部滑出,以便更轻柔地处理。或者,带有通向传送带的气动零件滑槽的系统可以在机器外部收集和输送零件。
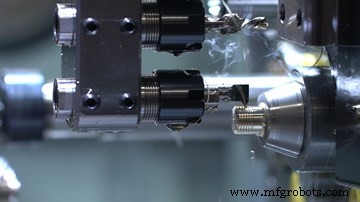
一种CNC可编程的三工位后加工滑块可以使用标准工具进行单点车削和螺纹加工等操作。
- 三工位后加工轴。 这种 CNC 可编程轴可以使用标准工具进行单点车削、镗孔和螺纹加工、轮廓切槽、键槽拉削、钻孔和刚性攻丝等操作。这是对四个独立的后加工主轴的补充,这些主轴为钻头、点钻、丝锥和铰刀等工具提供快速更换工具接口,以及执行离线工具长度预设的能力。这些主轴提供 ER16、ER20 和 ER25 尺寸的夹头。
- 伺服驱动的拾取主轴。 该轴以 0.0001 英寸为增量可编程,并提供 1,000 ipm 的快速移动速度。可以拾取圆形、六角形和其他不规则形状,通过 M 代码气动操作夹头闭合。
该公司认为,那些习惯于传统 Davenport 设计的人以及更熟悉 CNC 编程和触摸屏界面的人应该接受混合机器概念。同样,它认为具有快速转换能力的机器可以替代目前使用其他类型设备进行中等批量生产的车间,同时仍然非常适合生产复杂零件的大批量工作。
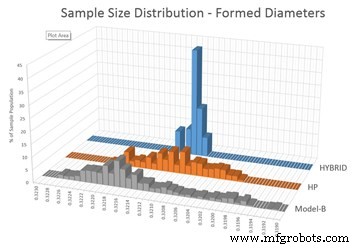
此图展示了改进的 Hybrid 过程控制与公司的 B 型和 HP 机器相比(基于相同黄铜零件的加工测试数据)。
工业设备