

Snap‑Cure 环氧预浸料系统:以热塑性速度实现高性能热固性材料

来源(所有图片)| PRF Composite Materials Ltd. 图像源自原始 PRF 内容,并通过 AI 辅助细化进行增强。
在高性能制造中,时间是最终的货币。快速固化环氧预浸料系统正在重新定义效率,提供当今一些最快的热固性工艺。它们接近热塑性压缩成型系统的循环时间,同时保留热固性材料的卓越机械性能。
该技术在汽车、赛车、船舶和国防领域表现出色,这些领域的结构完整性必须与大批量生产共存。
特色内容
与需要在高压釜中放置数小时的传统预浸料不同,快速固化系统专为压缩成型(压制固化)而设计。主要优点包括:
- 快速周期: 在升高的工具温度(通常为 140–160°C,具体取决于系统)下,可在短短 2–4 分钟内实现可脱模固化。
- 减少消耗品: 快速固化工艺无需真空袋、通气装置和密封剂,从而减少浪费、成本和车间混乱。
- 热入/热出处理: 模具工具保持加热状态,消除了能源密集型的升温和冷却周期(取决于系统)。
- 出色的表面光洁度: 当在温控金属模具中加工时,受控的树脂流动可直接从模具中提供卓越的表面美观性。
- 高 Tg 发展: 快速达到 DMA 测量的起始玻璃化转变温度 (Tg),高达约 170°C(取决于系统),确保出色的热稳定性。
注:与大多数高性能预浸料一样,冷冻储存(典型值 –18°C)、受控的停机时间和严格的水分管理对于工艺稳定性和无空隙结果仍然至关重要。
快速固化过程从精确开始。受控粘性可实现自动切割和铺层处理,从而实现基于 CNC 的清洁加工或手动铺层模板。一旦层准备好,转变就会非常迅速,如下图所示。
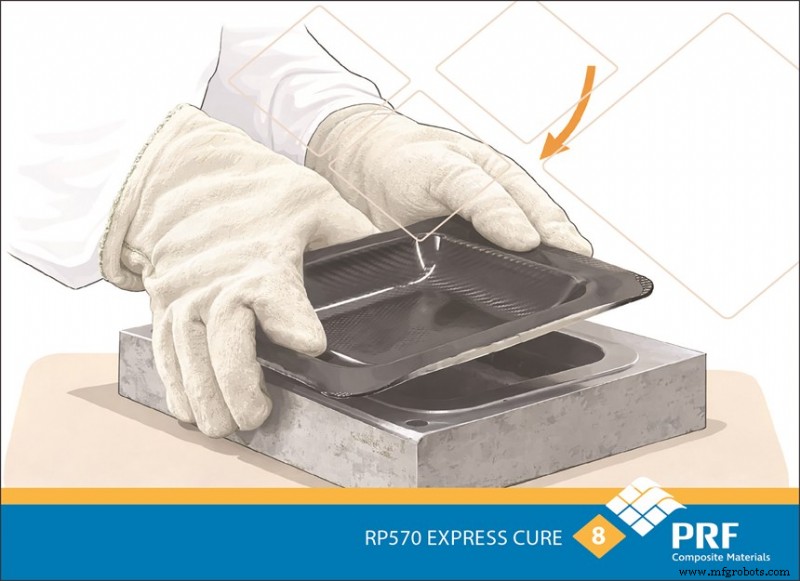
所示图像代表 PRF Composite Materials(英国多塞特郡普尔)的 RP570eXpress 固化和 RP570FReXpress 固化预浸料系统。其他供应商的处理步骤会有所不同。该顺序反映了实验室处理过程,尽管工业制造商已在带有预装工具的冲压生产中使用这些系统 - 请参阅 PRF 以了解有关 RP570eXpress 系列的更多详细信息。
快速固化过程
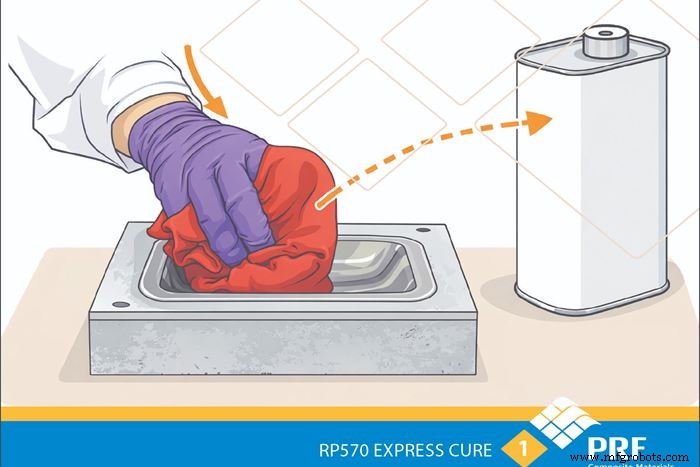
1️⃣ 将预切好的预浸料叠层放入精密模具型腔中。
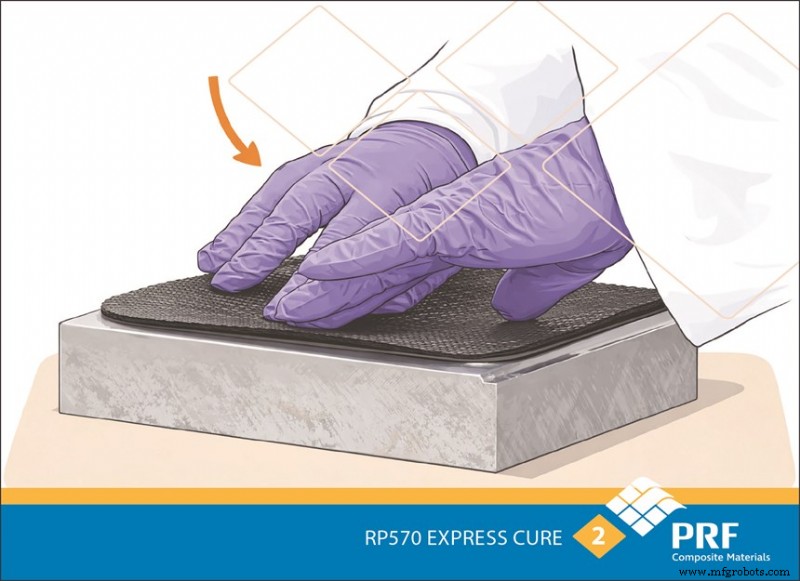
2️⃣ 确保精确的材料对齐和悬垂以获得最佳几何形状。
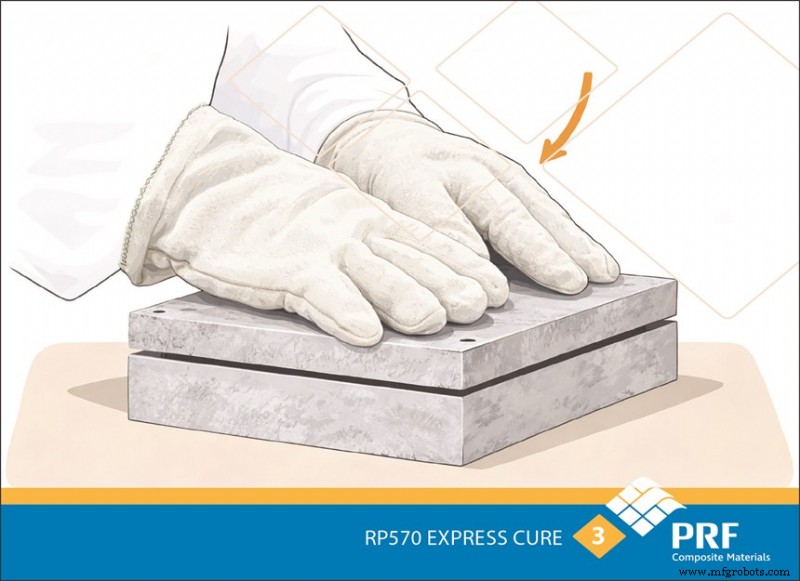
3️⃣ 固定上半模,为压机准备组件。

4️⃣ 将模具插入压机中,其中已预设加工时间和温度参数。
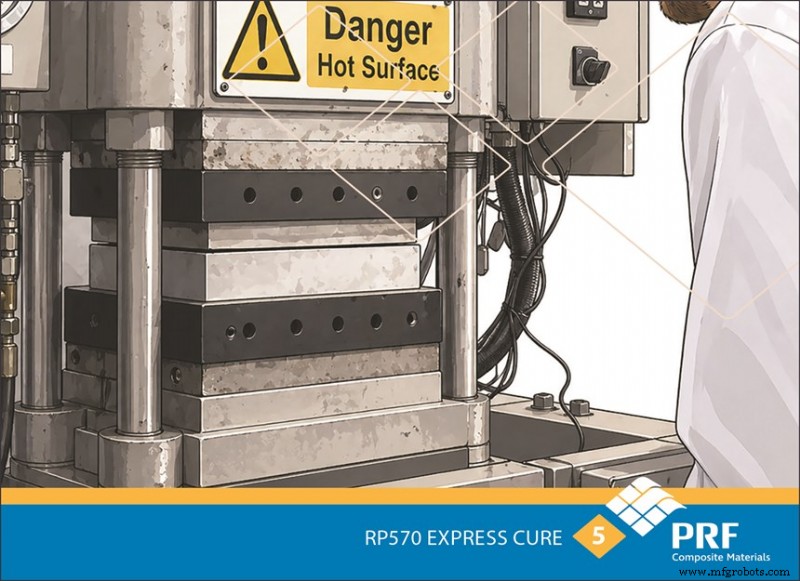
5️⃣ 施加压力(通常为 5–40bar,具体取决于纤维结构、树脂粘度和零件几何形状)以确保完全固结和树脂流动。

6️⃣ 2-4 分钟的快速固化周期完成后,小心打开模具。

7️⃣ 一旦达到足够的生坯强度(戴上耐热手套),利用系统的快速固化和模量开发,在冲压周期中仍热的情况下将结构部件脱模(戴上耐热手套),然后将其转移到修边站以去除毛边。
8️⃣ 结果是一系列成品、抛光的组件,堆叠起来并准备进行最终组装。
效率不必牺牲质量。快速固化技术为更快、更精简、更坚固的复合材料未来铺平了道路。
在相关 CW 内容中了解有关快速固化系统的更多信息。
关于作者
巴萨尔·奥兹图纳
Başar Öztuna 在复合材料制造、产品开发和项目管理方面拥有 20 多年的经验。他曾在 Metyx Composites、Polser Composite Materials 和 AIATA Boats(Anadolu Group)等领先行业组织中担任关键技术和管理职务。他的核心专业知识涵盖先进制造工艺和结构设计。
复合材料