

Tig 与 Mig 焊接 |有什么区别?
您能想到许多不是用焊接部件制成或自行焊接的物体吗?这是一项艰巨的任务。我们知道焊接是制造过程中不可或缺的一部分,但是由于有这么多不同的方法,很难理解它们的区别或确定哪种方法最好。大多数工业公司都紧跟焊接风格和技术的进步和变化,但有些公司不知道从哪里开始。无论您是不熟悉还是只是需要复习一下,请继续阅读,了解制造中最常用的焊接方法之间的区别。
焊接 101
焊接的概念可以追溯到中世纪时期,即称为“锻焊”的加热和锤击工艺。快进到过去 100 年,我们可以看到我们今天拥有的几乎所有现代焊接创新的发展。我们现在面临着各种各样的焊接方法——每一种都有自己的优点和缺点。与我们行业相关的两种主要焊接方法是 MIG 和 TIG,但我们还将介绍另一种主要方法,棒焊。选择的方法应该取决于金属、环境、应用、速度等。
什么是 MIG 焊接?
MIG 焊接也称为气体保护金属电弧焊 (GMAW),是定制自动化和制造专业人士最常用的焊接类型。

MIG焊时填充焊丝和保护气体流过焊枪
金属:
- 不锈钢
- 低碳钢
- 铝合金
选择:
- 速度
- 灵活性
- 最少的清理工作
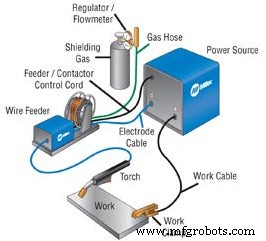 MIG 焊机使用以恒定速度自动卷轴进给的焊丝电极。焊丝和金属表面之间的电流会产生电弧,使焊丝熔化并有助于形成高强度焊缝,几乎不需要清洁。惰性保护气体与电极一起流过焊枪,保护焊缝免受污染。 MIG 焊接可用于薄至 26 号规格的不锈钢、低碳钢和铝材,也可用于更厚的零件。这可能是最简单的学习方法,并且可以获得美观、牢固的焊缝。需要最少的清理,这意味着几乎不需要打磨或打磨。这是我们焊接服务的首选方法。
MIG 焊机使用以恒定速度自动卷轴进给的焊丝电极。焊丝和金属表面之间的电流会产生电弧,使焊丝熔化并有助于形成高强度焊缝,几乎不需要清洁。惰性保护气体与电极一起流过焊枪,保护焊缝免受污染。 MIG 焊接可用于薄至 26 号规格的不锈钢、低碳钢和铝材,也可用于更厚的零件。这可能是最简单的学习方法,并且可以获得美观、牢固的焊缝。需要最少的清理,这意味着几乎不需要打磨或打磨。这是我们焊接服务的首选方法。
药芯电弧焊 (FCAW) 是 MIG 焊接的一种变体,非常相似,但不需要保护气体。相反,它使用一根药芯焊丝来屏蔽电弧,这是一种简单的方法,在大风条件下或脏金属上都能很好地工作。它可以用于类似的金属和各种厚度。虽然这种工艺在制造中没有广泛使用,但由于其速度和便携性,它主要用于建筑。
什么是 TIG 焊接?
TIG 焊接,也称为气体钨极电弧焊 (GTAW),是另一种基于电弧的焊接工艺,它使用非消耗性钨电极进行焊接。与 MIG 不同的是,填充焊丝是手工敷设的。

注意与 TIG 焊接一起使用的手持填充焊丝
金属:
- 不锈钢
- 低碳钢
- 铝合金
- 钛*
- 色度*
- 铜*
- 黄铜*
- 还有更多
* 表示专门用于此方法的金属。
选择:
- 最高质量
- 最好看的完成
- 无需清理
- 种类繁多的金属类型和尺寸
- 较薄的金属
顾名思义,这种方法还使用保护气体(通常是氩气)和填充金属来保护焊接区域免受污染。 TIG 焊接比其他方法更难掌握并且速度明显慢得多,但它提供了最大的控制能力,可以实现更坚固、更高质量的焊接。另外一个好处是,它也是最干净的方法,通常不需要过多的清理。
在我们的行业中,没有什么比优质的不锈钢或铝 TIG 焊缝更具视觉吸引力了。熟练的焊工通常被称为“堆叠”或“铺设硬币”,他们正在创造与结构一样美观的焊缝。

在不锈钢上使用 TIG 焊接“堆叠硬币”
什么是棒焊?
也称为电弧或屏蔽金属电弧焊 (SMAW),棒焊是最基本的焊接形式,但不一定是最容易掌握的。它很容易掌握,在重型建筑和家庭中都很常见。

棒焊使用电极“棒”而不是枪
金属:
- 不锈钢
- 钢
- 铸铁*
* 表示此方法专用的金属。
选择:
- 较厚的金属
- 室外/多风环境
- 原谅脏或生锈的金属
棒焊不需要气体,而是使用消耗性电极“棒”在电极和金属表面之间流动电流。在某些应用中,最常见的直径为 1/8 英寸的电极只需一分钟即可消耗完。它仍然被认为是最经济的方法。您可能已经看到这种类型用于船舶、拖拉机等的重型应用。这是因为棒焊最适合较厚的金属,通常厚度为 18 号或以上。与其他方法不同,棒焊会产生大量熔渣——您可能在焊接过程中看到的多余飞溅物——并且需要进行大量清理。这是一般制造中最不常用的方法,但适用于不需要清洁表面的应用。
焊接资源
焊接是一个多样化且不断发展的过程。这里没有讨论更多的方法和变体。本文旨在概述定制自动化和制造中使用的最常见焊接方法,并得到米勒资源的支持。如果您想了解更多信息,我们建议您前往 MillerWelds.com。自 1927 年以来,他们一直是焊工和焊接知识的行业领导者。
我们的工程解决方案组包含一个综合机加工车间,拥有一支经验丰富的制造商团队,配备米勒焊工。无论您想要交钥匙产品还是只是金属制造,让我们为您提供焊接服务。我们随时准备支持美国制造业。
您的焊接问题,已回答
如果您对焊接或任何定制制造有任何具体问题,请随时与我们联系。
现有专业人士的红利聚焦:通过自己的焊接操作学习精益生产
如果您像我们一样无法获得足够的焊接照片,这里还有一些。


工业技术