

微钻:一次令人难以置信(也令人难以置信地令人沮丧)的冒险
所以微型钻孔从来都不是我的强项。我做了很多钻孔,但从来没有小于 1/64 th 或者。好吧,朋友们,如果您也是该俱乐部的一员,那么您将体验到另一个您从未经历过的钻井世界,并且正在发生一些非常惊人的事情。我最近在微钻孔方面所做的一些研究令人大开眼界,而我目前正在从事的项目是我职业生涯中最具挑战性的项目之一——所有这些都是为了钻出比人类头发稍大的孔。我们将讨论许多需要注意的事项和一些基本参数,以开始您自己的一些研究项目。
就像机械加工领域的其他任何事情一样,数字不会说谎。许多相同的公式适用。但是,出错的空间要小得多。从长笛的长度到钻头的几何形状,一切都需要仔细检查,而对于微钻,任何事情都没有简单的答案。工具制造商将是您开始参数的最佳资源,因为他们是自己工具的专家。我不是工具推销员,所以我不会推销一个品牌。朋友们,这需要成为您研究的一部分。
微型钻孔的第 1 步 - 研究材料
这让我迈出了你的微钻冒险的第一步。研究。你需要了解你的机器,你需要了解你的材料,你需要了解你的冷却液和冷却系统,你需要了解你的工具。当我说你需要“知道”时,我并不是指基本知识。研究它,在你考虑切割金属之前,尽可能地成为你所做的每一件事的专家。一般来说,在微钻方面有很多研究,其中大部分提供了相互矛盾或令人困惑的信息。用知识武装自己来克服它,你会没事的。研究不同的冷却剂,研究不同的钻头。钻头供应商和冷却剂供应商都应该有可以通过电话与您交谈以获取更多信息的人——最重要的是有关您的材料的具体信息。
目前,我正在 15-5 PH 不锈钢上钻 0.008 英寸的孔。我做的第一件事就是尽可能多地了解 15-5 不锈钢。这是一种有趣的材料,因为它被认为是不锈钢,但它的作用就像模具钢。因为我知道在进行研究之前,我能够浏览模具制造商的图表,直接跳过不锈钢并从模具钢部分获取参数。我避免了很多头痛,因为参数非常不同——不锈钢的主轴速度要慢得多。我的观点是,物质知识是关键。先知道这一点。
微钻第 2 步 - 了解冷却液

第二步,在你做完功课并弄清楚你正在运行的材料的细节之后,你将要使用的冷却剂并将其缩小到两个或三个钻头制造商是查看你的程序。首先,当您对微型钻孔操作进行编程时,就是钻孔循环本身。关于最成功的策略有不同的可用信息,但每个人都同意的一件事是,它必须是一个啄食循环。断屑循环(钻头没有完全退出孔,仅足以断屑)通常是无效的,因为它会将切屑留在孔中。在标准钻头上,长笛将这些切屑向上带出孔。从技术上讲,微钻会做同样的事情,除非你真的不希望他们这样做。这么小的钻头(在我的情况下是 0.008 英寸)不喜欢重新切屑,最终会因此而断裂。我选择的策略是每次啄都完全缩回,虽然这可能需要更多时间,但这是确保钻头使用寿命最长的最佳方式。有机械师(和工具制造商)会建议“断屑、断屑、全啄”策略,这会更快,但我只会在“微钻孔”规模的高端应用。顺便说一下,这个规模是另一个争论点。微钻孔通常被认为是小于 0.1 英寸的任何孔,但总会有人不同意。随便叫它,它很小。不管怎样,回到正轨。策略非常重要。您要确保刀具以足够的距离和时间清除孔以清除切屑并接收一些冷却液。
微钻最佳冷却液

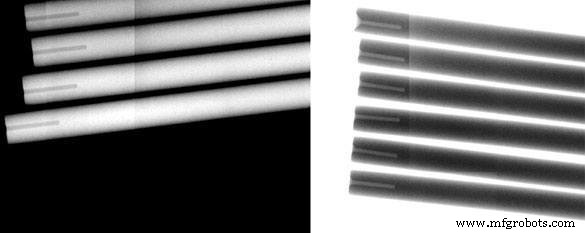
在微型钻孔中冷却液是一个关键的考虑因素。在这里,喷雾(最小量冷却剂)喷洒在微型钻头上(与铅笔尖相比)。是的,我们钻了铅笔尖……因为我们可以!
冷却液。这是一个有趣的术语——真实存在,因为它实际上是在冷却工具,或者至少充当传热的载体。然而,在微型钻孔中,更重要的方面是润滑。水溶性冷却剂做了一件非常有趣的事情,大多数人在钻孔时都没有意识到。当孔的底部充满冷却剂并且工具进入孔时,它实际上会受到压力。在正常情况下,这不是问题,但由于微型钻非常脆弱,很容易足以压倒工具。我正在使用雾化系统进行操作,以及流动良好的稀油。发生的是零件顶部的油池,因此无论钻头在接触零件之前通过冷却液和润滑液进行什么操作。这提出的唯一问题是芯片。当您加工孔时,您会注意到在已完成的孔周围形成切屑。由于机油不像洪水冷却剂那样流动,因此它不会将切屑带走。这是我目前正在尝试解决的一个问题,但这又是一个非常耗时的过程,需要很大的耐心……和挫败感。你会没事的。计划打破一些练习,并计划尝试不同的事情。只是不要计划在十分钟内钻一百个孔。微钻孔不是,也不应被视为高速加工操作。它需要谨慎和精确。
微钻最佳工具

最后,我将讨论一下实际的工具。有许多提供微型钻头的工具公司。在您的研究中,您会发现他们中的许多人都有非常具体的信息,说明他们用于刀具的几何形状、涂层以及您能想象到的所有其他花里胡哨的东西。帮自己一个忙并注意。其中一些可能看起来像绒毛,它可能是,但其中一些非常重要。如果您阅读过我的任何其他博客,那么您就会知道,有时看似很小的事情会产生重大影响。这里就是这种情况。这些工具需要经过精密研磨并且非常锋利。与微钻孔的大多数情况一样,对工具材料(硬质合金或高速钢)存在不同的看法。虽然硬质合金提供更好的刚性和更长的切削刃可持续性,但高速钢提供更大的灵活性。硬质合金很脆,一旦变钝就会断裂——高速钢更宽容,成本更低。这一切都归结为工件材料。这是另一种情况,我把它交给真正的专家——制造工具的人。关于工具的最后一点建议 - 不要便宜 .如果您进行研究,发现您可以通过 15 美元的钻头实现您的目标,这太棒了。只是不要仅仅因为它花费 75 美元而回避钻头。游戏的名称是价值,一定要向你的财务部门解释,最好的价值并不意味着最便宜的钻头。如果“钻头 A”售价 15 美元,钻了 100 个孔,“钻头 B”售价 75 美元,但钻了 1000 个孔,那么钻头 B 的价值更高,即使是成本的 5 倍。
我会给你一些我正在运行的参数的想法,但这基本上会违背我的帖子的目的。做你的研究,找到你的数字并使用它。我从模具公司收到的基本参数的成功给我留下了深刻的印象,所以永远记住——相信数字。
数控机床