

Fanuc G82 钻孔循环
G82钻孔循环也称为G82沉孔循环。
G82是一个普通的钻孔循环,唯一不同的是它在孔底停留指定的时间,一般用于精确深度钻孔。
语法
G82 X... Y... Z... R... P... F... K...
| 参数 | 描述 |
|---|---|
| X | x 轴上的孔位置。 |
| 是 | y 轴上的孔位置。 |
| Z | 深度,刀具将从 R 平面开始进给到 Z 深度。 |
| R | R平面的位置。 |
| P | 在孔底停留 |
| K | 循环重复次数(如果需要)。 |
| F | 进给率。 |
用法
N30 G82 X10 Y30 Z-17 R2 P1000 F75 N40 Y10 N50 X30 N60 Y30 N70 G80
一旦在程序段中用参数指定 G82 钻孔循环,这将在每次轴运动时继续钻孔,直到循环以 G80 结束
工作
G82钻孔循环的工作原理
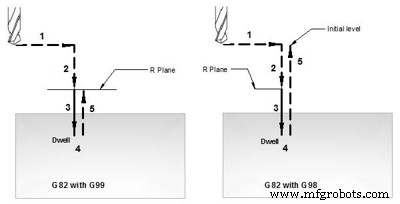
1- 快速移动到 x, y 位置
2- 快速移动到 R 平面位置
3- 钻孔从 R 平面进给到 Z 深度位置。
4- 指定的暂停孔底时间。
5- 快速移动到 R 平面或初始平面取决于 G99、G98 模式。
G82钻孔循环工作
G98 G99 模式
G82 钻孔循环在 G98 或 G99 模式下的表现,
G98 Drill 将返回到 Initial level
G99 Drill 将返回到 R-plane。
工作示例参见 G81 钻孔循环。
例子
N30 G82 X10 Y30 Z-17 R2 P2000 F75 N40 Y10 N50 G98 X30 N60 G99 Y30 N70 X90 N80 Y10 N90 G80
重复钻孔
如果用 G82 钻孔循环给定 K 参数值,则钻孔将重复 K 给定的次数。重复钻孔的一个有效用途是同时钻多个相同距离的孔,这样 G82 循环用于 G91 增量方式。重复钻孔示例见G81钻孔循环。
工作示例
G82钻孔循环示例
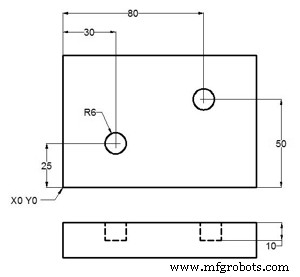
N10 T1 M06 N20 G90 G54 G00 X30 Y25 N30 S1200 M03 N40 G43 H01 Z5 M08 N50 G82 Z-10 R2 P1000 F75 N60 X80 Y50 N70 G80 G00 Z100 M09 N80 M30
数控机床