

什么是钻孔机?钻孔机的定义、类型和操作
钻孔过程本身很简单。可能是减材加工 (SM) 最直接的技术。但是每个专业工程师都知道在这个过程中可能会出现多少陷阱。避免它们的方法——尽可能详细地沉浸在主题中。
这是对钻孔操作、钻孔机类型等各个方面的最周到的解释。
什么是钻孔?
钻孔是一种减材加工工艺,意味着在旋转刀具的帮助下加工圆孔。

现在,让我们详细说明一下。钻孔被认为是减材加工的关键方法之一。它是通过从工件上切割材料来执行的(与 3D 打印等增材加工增材制造工艺相反)。该过程涉及使用旋转切削工具(通常称为钻头)在静止工件上加工圆孔。
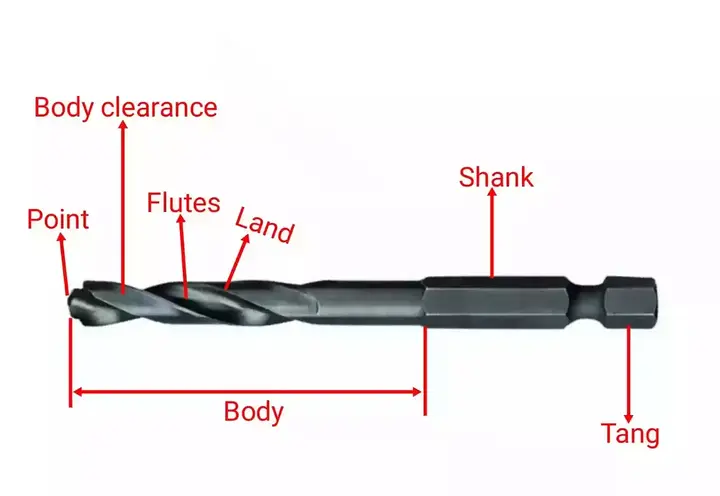
钻头通常由高速钢 (HSS) 制成。它有一个“螺旋”(或螺旋槽),允许在钻孔操作期间产生的材料碎片轻松流出。锋利的边缘一旦被钻孔机加速到每分钟数百转就可以进行切割。
生产的孔要么用于安装螺钉或螺栓,要么用于组装或美学目的。孔可以扩大,它们的内表面可以精加工以获得更好的光滑度和外观。
请参阅下图中的钻孔和钻头示例。
钻孔机定义
钻孔机是一种用于钻孔的机器,主要是圆形横截面的孔以及与之相关的类似任务,例如钻孔、铰孔等。
在钻孔机中,孔是由称为钻头的切削工具的旋转边缘制成的。通过在工件上施加剪切力来钻孔以去除切屑形式的材料。
钻床的操作类型
钻孔本身并不是唯一可以在 CNC 钻头上执行的制造过程。根据机器类型,可能支持8种操作:
- 钻孔。 通过此操作,您已经熟悉了。它只生产简单的圆孔。它支持中等到超高的生产速度。
- 扩孔。 这个过程用于生产非常精确的孔。铰孔包括加宽已钻孔的开口。最终结果是一个具有精确直径的完美圆形孔。铰孔被认为是使用多刃工具执行的精加工过程。它支持低到中等的生产速度。
- 无聊。 这也是现有孔的扩大,但不被认为是精加工过程。它涉及使用单点铣刀——直径大于先前钻孔的镗杆。钻孔可能会增加孔的直径,但不会增加孔的深度。它也可用于将圆柱形孔转换为锥形孔。 Boring 支持中高速生产。
- 反无聊。 是现有孔的末端的扩大。目的是容纳螺栓、螺柱和销钉。因此,这很像在孔深度的一部分上执行的无聊购买。它支持低到中等的生产速度。
- 埋头孔。 这是另一个用于为螺栓或螺钉的头部创造空间的过程。它在金属物体上执行以切割锥形孔。埋头孔也可用于清除钻孔或攻丝时产生的毛刺。这是防止腐蚀和确保紧密密封的好习惯。它支持低到中等的生产速度。
- 正对面。 该操作只是简单地面向工件的一个位置,使其具有光滑、平整的光洁度。这对于为螺母或有头螺钉的头部创建良好的底座很有用。通常,锪面是在铸件和锻件上进行的。它支持从低到高的生产速度。
- 敲击。 这是切割内螺纹并将螺钉、螺栓和其他螺纹配件插入内孔和胎面的过程。它使用一种称为丝锥的切割工具。它是一种圆柱形或圆锥形切削刀具,可以设计成所需的形状。它支持低到中等的生产速度。
- 钻孔。 这是一种用于通孔应用的相当少见的技术。刀具以这种方式去除外围的材料,形成一个环。核心留在孔的中心(参见下图中的示例)。
该方法用于生产大孔直径,但机器功率不够。它支持低生产速度。

钻床的种类
钻井最令人兴奋的事情可能是自己做这个把戏的单位。有几种适合稍微不同的制造方法。其中一些可以是自动的或手动的。其他用于工业用途的只是计算机控制的,例如PCB制造。
必须提到的是,在大规模生产中,有昂贵的 CNC 加工中心可以进行钻孔和其他类型的工作。这种机器专门设计用于处理下面详述的所有类型的工作。
大约 200,000 美元的 CNC 装置可能比任何其他机械都能更好地处理大多数钻孔工作。但是让它们在轻质部件上制造几个小孔就像用蒸汽锤敲碎坚果一样。
- 灵敏钻孔机。
这是专为高速钻孔极小的孔而设计的。它们用于精确和轻量级的工作。它们的底座用螺栓和螺母牢固地安装在长凳上或地板上。它可以处理直径最大为 15.5 的钻头。支持的转速通常在 50 到 2000 转每分钟 (RPM) 的范围内。
该单元的独特之处在于其驱动机构可以手动控制。熟练的机械师可以使用这种相当流行的机器单元完成准确的工作。
- 立式钻孔机。
该装置专为处理中型钻孔工作而设计。它看起来很像一个敏感的钻头,但它又大又重。它可以使用直径最大为 50 毫米的钻头。
该设备单元可用于手动或半自动模式。操作员可以将工具送入工件中。为此,一些立式钻机配备了台面提升机构。
- 径向钻孔机。
该机器设计用于处理中型到大型和重型工件。它的圆柱安装在一个大底座上。径向臂可以升高和降低,以适应不同高度的工件。手臂可以摆动到任何位置,钻头在手臂上滑动。
摇臂钻床通常不用手指挥。工人控制电机,钻头穿透生产线上经过的工件。
- 排钻机。
这个有一个共同的桌子和一个基地。该机器的独特之处在于它具有多个钻头。一般是四到六个。那些是并排放置的。每个都有一个单独的驱动电机,因此它们都以不同的速度钻一个工件,同时产生多个孔。
此外,该机床还可以进行铰孔、镗孔、攻丝等多种其他一系列操作。每个主轴都可以配备不同的工具。此类单位绝不可用于手动使用。钻孔 CNC 中心,不一定,但可以作为组合钻孔机的修改来构建。
- 多轴钻床。
该单元是组合钻孔机的高级版本,它包含多个主轴,而不是一组钻头。它用于复制许多相同工件上的孔图案。
主轴由单个电机提供动力,其中一组齿轮驱动每个主轴。它使所有钻头同时送入工件。这里可以改变的是主轴之间沿 X 轴和 Y 轴的距离(通常)。钻架用于引导刀具。
- 深孔钻床。
这种高度专业化的机器用于在连杆、枪管和其他部件上钻更深的孔。深孔钻床充分利用高切削速度和降低进给率来实现其目的。
其工作原理是将不旋转的钻头缓慢地送入高速旋转的钻头中。冷却液不断供应,以防止材料和工具过热。这种机器也很难手动控制/它们是其他半自动或CNC。
- 数控钻孔机。
CNC 钻床是一种计算机控制的设备单元,在工业环境中使用旋转刀具进行钻孔操作。
这种钻孔中心是全自动机器,不需要人工参与,而是设置工件和更换工具。他们集成了软件,允许他们读取带有指令的 CAM 文件。
CNC 钻头可以在 3 个维度上移动工具夹持装置(有些机器有 4 个或 5 个轴)。但无论方向如何,钻头都必须以直角进入工件。工具夹持部件是主轴本身(常规选项,其他 CNC 单元也常见)、套筒、套筒、卡盘和攻丝附件。
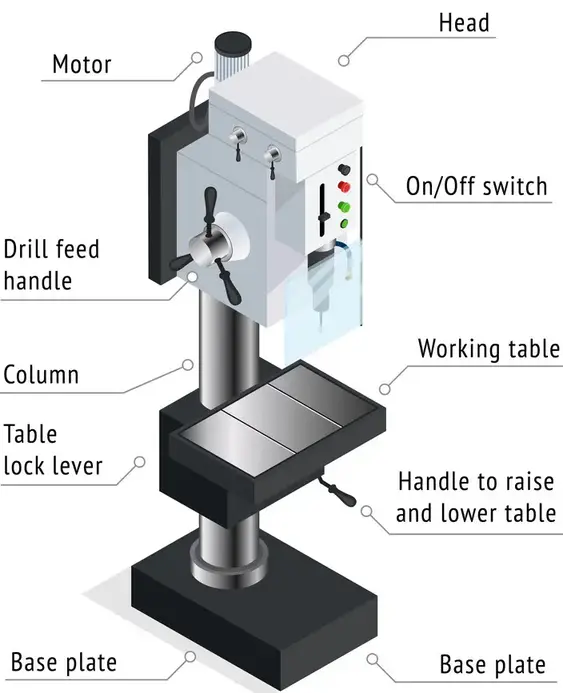
CNC 钻头是一个复杂的设备单元,但它的主要部件可能已经足够不言自明了。在下图中查看它们。
让我们从头到尾完善对整个过程的理解。这是CNC钻孔的分步过程 :
- 创建 CAD 设计。 它涉及在计算机软件中创建 2D 或 3D 模型。
- 将设计转换为 CAM 文件。 它是用 G 代码加工语言编写的文档,供 CNC 钻头阅读。
- 在 CNC 钻头中加载指令。 基本上,输入这些指令并确保它们被正确读取和执行。
- 设置 CNC 钻头。 它涉及选择合适的钻头组和设置/固定机器。
- 执行钻孔操作。 这部分是在机械师启动程序后由钻头单独执行的。
- 评估组件。 执行手动和自动 QA 检查,以确保成功执行钻孔程序。
现在,让我们回顾一下钻孔机。
钻床的优点和局限性
作为工业设备,钻头需要考虑一些技术问题。您可以依赖每台钻床的方面如下:
- 准确的分数。 这些单元可以单独确保卓越的准确性。他们通过使用钻头、镗杆和铰刀逐步加工孔来实现这一目标。
- 良好的进给控制。 令人惊讶的是,即使是手动钻孔也被认为是精密加工。 CNC 单元分别更进一步。
- 钻孔选项的好选择。 大量可用的钻孔单元允许在精确、深度、同步、模式和其他类型的钻孔之间进行选择。作为额外的奖励,所有这些都可以仅通过几个坚固的机器中心来执行。然而,这些单元有一些限制需要考虑。这些与特定场合有关,即不可能产生具有良好一致性的光滑、准确的孔。
- 井筒稳定性。 井眼塌陷——由于托克应力导致的剪切型井眼失效是一个需要考虑的大问题。它源于多种因素,包括错误的轨迹、钻井液不足等。
- 钻孔的有限轨迹。 通常,钻床旨在以直角切割。任何偏差几乎立即导致孔失败。它在一定程度上限制了可能设计的范围。
无论如何,钻孔机是不可替代的。如果处理得当,它们将提供卓越的生产质量和一系列其他机器无法提供的制造技术。
总结
从本质上讲,钻孔不仅仅是产生光滑的孔。它涉及诸如精密螺纹或重型作业的生产、螺栓和螺钉的容纳、制作良好的内部饰面等方面。
钻床可以是手动的、半自动的或数控的。如今,大型制造商使用能够完成所有 8 道钻孔工序及更多工序的加工中心。高质量钻井需要考虑的唯一方面是轨迹和适当的钻井液使用。

关于作者
Barret 是一位创意作家,擅长与技术相关的内容,例如以高品质和创新产品而闻名的 CNC 加工和 3D 打印。
工业技术