

Fanuc G81 钻孔循环
G81钻孔循环用于简单的钻孔/点钻操作。
语法
G81 X... Y... Z... R... K... F...
| 参数 | 描述 |
|---|---|
| X | x 轴上的孔位置。 |
| 是 | y 轴上的孔位置。 |
| Z | 深度,刀具将从 R 平面开始进给到 Z 深度。 |
| R | R平面的位置。 |
| K | 循环重复次数(如果需要)。 |
| F | 进给率。 |
一旦定义了 G81 钻孔循环,固定循环将在连续程序段中的每个 X-Y 位置重复。所以G81钻孔循环必须用G80取消。
用法
N30 G81 X10 Y30 Z-17 R2 F75 N40 Y10 N50 X30 N60 Y30 N70 X90 N80 Y10 N90 G80
在上面的示例中,钻孔将从 X10 Y30 的 G81 钻孔循环开始,因此第一个钻孔将在 X10 Y30,然后第二个在 Y10,第三个在 X30,第四个在 Y30,第五个在 X90,最后一个在 Y10,因为下一个块有G80代码,钻孔循环不再重复。
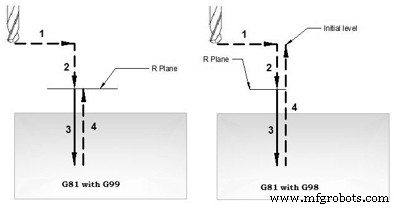
工作
这里简单介绍一下G81钻孔循环的工作原理,
1- 快速移动到指定的 x,y 轴位置(钻孔位置)。
2- 快速移动到 R 平面位置。
3- 从 R 平面位置到 Z 深度的指定进给钻孔位置。
4- 快速移动到初始平面或 R 平面取决于 G98、G99 模式。
G81钻孔循环工作
G98 G99 模式
钻孔深度完成后用快速进给返回,返回高度可以用G98或G99控制。
G98 Drill 将返回到 Initial level
G99 Drill 将返回到 R-plane。
G98、G99在G81钻孔循环中可以多次使用。
例子
N30 G81 X10 Y30 Z-17 R2 F75 N40 Y10 N50 G98 X30 N60 G99 Y30 N70 X90 N80 Y10 N90 G80
重复钻孔
用 G81 钻孔循环可以多次重复钻孔操作。 G81钻孔循环给定该参数时,钻孔重复K次。
重复钻孔通常与 G91 增量模式一起使用,重复钻孔的一个很好的例子是网格板钻孔。下面给出了重复钻孔的示例。
工作示例
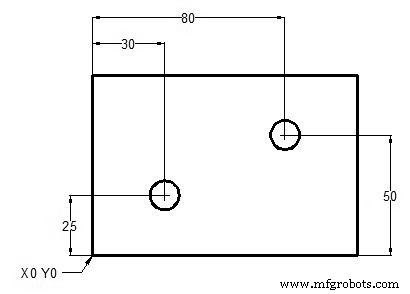
G81钻孔循环示例
N10 T1 M06 N20 G90 G54 G00 X30 Y25 N30 S1200 M03 N40 G43 H01 Z5 M08 N50 G81 Z-10 R2 F75 N60 X80 Y50 N70 G80 G00 Z100 M09 N80 M30
G98 G99 示例
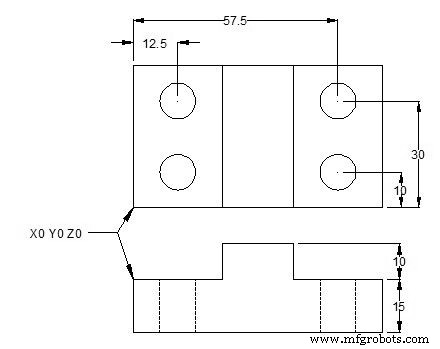
G81钻孔循环配合G98 G99使用
N10 M06 T1 N20 G90 G00 X12.5 Y10 Z12 S1000 M03 N30 G99 G81 X12.5 Y10 Z-17 R2 F75 N40 Y30 N50 G98 X57.5 N60 G99 Y10 N70 G91 G80 G28 X0 Y0 Z0 M05 N80 M30
重复钻孔示例
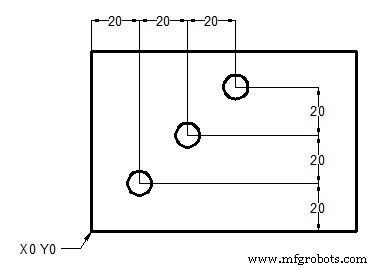
用 G81 钻孔循环重复钻孔
T1 M6 G00 G90 G40 G21 G17 G94 G54 X0 Y0 S1000 M03 G43 H1 Z100 Z3 G81 G99 G91 X20 Y20 R3 Z-20 K3 F100 M08 G80 G00 G90 Z100 M30
或
T1 M6 G00 G90 G40 G21 G17 G94 G54 X20 Y20 S1000 M03 G43 H1 Z100 Z3 G81 G99 R3 Z-20 F100 M08 G91 X20 Y20 K2 G80 G00 G90 Z100 M30
数控机床