

镗孔加工过程:详细概述
在制造过程中,材料必须经过一系列修改它们的切割过程,直到生产出最终产品。某些零件可能需要在材料上打孔。在材料中放置这些孔的典型技术是钻孔加工。
尽管其他操作(例如钻孔)可以在工件上形成孔。 CNC镗孔最适合加工尺寸精度高的大直径孔。
在本文中,我们将广泛讨论镗孔加工并与类似的工业切削工艺进行比较。
什么是制造业的无聊?
镗孔是一种减材制造技术,用于扩大预钻孔或铸造孔,同时提高其尺寸精度。该工艺使用单点刀具从工件内部去除材料零件。
根据所需的孔尺寸和规格,镗孔是加工不同精度等级、直径和位置限制的孔的理想方法。事实上,它比钻孔更适合制造大尺寸的孔,因为它提高了精度。

CNC孔加工使用车床,坐标镗床,镗床等机器。这些设备以不同的形式出现;例如,有立式和卧式镗床。
有不同的钻孔工具和机器能够用于其他应用。但是,所有的无聊工具都执行三个基本操作,即:
- 将孔加宽至精确的尺寸和光洁度。
- 矫正预钻孔或螺纹孔并纠正铸造缺陷。
- 制作具有外径的同心孔。
镗孔加工是如何工作的?
钻孔过程包括将机器的头部小心地放入已经钻孔或铸造的孔中。然后,该装置开始通过慢慢刮掉内壁的一部分来加宽孔。镗刀类似于车床和铣床中使用的车床。

每台镗床都包含以下零件。
●卡盘:在镗孔时将材料牢牢固定在位的夹具。
●工件:您打算使用钻孔机钻孔的材料。
●镗刀:去除(刮)部分孔的切削工具,使孔更宽、更精确。
为什么以及何时需要钻孔?
我们已经提到钻孔、铣削和其他一些制造工艺可能适用于在工件上制造孔。然而,当加工大孔需要高精度和严格的公差时,镗孔是最好的加工技术。

CNC 钻孔的一些工业应用包括在螺钉上钻孔、制造发动机气缸等等。
此外,制造公司使用钻孔加工在轴承、销钉和其他需要空心部件的物质上钻孔。
镗床的种类
让我们不费吹灰之力进入常见的钻孔机类型。
1。卧式镗床
这些机器是最常见和使用最广泛的镗床。它们在许多专门从事维修和小规模制造的车间中很常见。
通过将单刃刀具水平插入现有工件孔中来扩大孔。除镗削外,这些设备还适用于铣削、钻孔和铰孔加工。
2。台式镗床
这些机器是典型的卧式镗床。顾名思义,就是放在桌子上,用来进行各种无聊的操作。
这些机器使用平行于工作台的主轴钻孔。除了钻孔之外,这些机器还用作通用制造设备,尤其是在较小的公司中。
3。立式镗床
这台机器使用的是与水平工作台相连的旋转切割片,但由于钻孔器以向上向下的运动方式移动,因此得名——立式钻孔机。
根据工件要求,该设备适用于扩大圆柱形或圆锥形形式的预先存在的孔。这些孔通常与旋转刀具的轴线同心。
4。精密镗床
与所有钻孔机一样,这些机器使用单点切削工具在工件上钻孔。因此,当材料平行于旋转刀具移动时,孔会变宽。
因此,精密镗床非常适合在具有严格公差和极精密规格的工件上加工大型内孔。除了扩孔外,它们还适用于矫直初始孔和纠正以前的每一个缺陷,保持较高的尺寸精度。
无聊操作的挑战是什么?
事实上,钻孔是在材料中制造精确孔的理想操作。但是,与大多数制造技术一样,机械师可能会遇到此过程特有的一些挑战。让我们快速浏览一下其中的一些。

1。工具磨损或损坏
在切削过程中,镗孔装置的零件会发生摩擦,导致刀具磨损和损坏。因此,它会降低机器的功能——精度规格将开始降低。
此外,产品可能需要更多的表面处理和后处理操作。
2。加工错误
关于钻孔,加工误差涉及尺寸变化,包括产品的形状、孔的位置和表面光洁度。这些错误可能是以下原因之一:
● 镗孔工艺参数不当。
● 工件刚性或塑性高。
● 刀杆长径比过高。
● 拨备调整分配不合理。
● 使用不适合工件材料的刀片或刀具。
3。表面处理
无聊的零件可能会遇到较差的表面光洁度,例如存在切割线或鳞片。进给速度在孔零件的表面光洁度中起着至关重要的作用。通常,制造商以每转 0.1 到 0.2 毫米的进给率开始镗孔。

4。测量误差
这对于大多数制造过程来说可能是一个重大挑战。使用错误的测量工具或输入错误的测量值可能会损坏钻孔过程的最终产品。
镗孔加工的重要提示
每个加工过程都需要极高的尺寸精度,包括钻孔。因此,需要优化加工过程的各个方面。也就是说,以下是使用这种加工技术在工件上钻孔以获得最佳结果时的指南。
1。机器设置提示
● 确保定期检查镗床的刀具磨损情况,更换故障刀具,保证加工精度和镗孔质量。
● 加工前,检查工件夹具和夹持工件材料的夹具是否可靠且锚固良好,以免在镗孔过程中出现偏差。

● 使加工过程在合适的低温下进行,并提供足够的润滑,以减少摩擦并简化切削操作。
● 确认和校正主轴重复定位和动平衡精度,非常适合CNC加工规格。
● 在试制阶段,钻孔时,检查镗杆的动态重力悬伸值,并进行必要的调整,以限制振动和离心切削。
2。准确的测量公差
● 用卡尺测量钻孔或铸造孔的直径,计算预留加工余量。
● 根据精加工要求分配镗孔余量——粗加工、中等加工和精加工。大多数行业都遵循这些:0.5mm,粗加工,0.15mm,平均精加工等。
● 对于加工困难的材料和对精度要求较高的工件,保证镗孔余量不低于0.05mm
3。无聊的工具提示
设置镗杆后,确保镗床的切削刃就位。这涉及到确保刀刃的上平面与镗刀刀头的进给方向位于同一水平面上。
4。试用无聊提示
钻孔时,在钻孔工具上留出 0.3 到 0.5mm 的余量。此外,您可能希望将粗镗的余量修改为不小于 0.5 mm,以便镗孔后的最终产品符合公差规格。
比较镗孔与其他加工方法
一系列其他加工工艺与镗削有一些相似之处。在这里,我们来看看镗孔和类似加工技术的异同。
1。无聊与钻孔
钻孔和钻孔是标准的减材制造工艺——它们都涉及去除材料的一部分以形成孔。但是,两种方法之间存在明显差异。以下是它们之间的一些区别。
● 钻孔涉及在工件上钻孔,而钻孔则扩大初始孔。因此,在制造过程中,钻孔发生在钻孔之前。
● 与钻孔不同,精镗工艺的最终产品具有良好的表面光洁度,具有一流的尺寸精度和精度。
● 镗孔主要用于扩孔。钻孔会增加材料中的孔长度。
● 一般而言,钻孔通常较窄,排屑有时具有挑战性,需要连续钻孔。钻孔时,孔足够宽,便于排屑。
2。无聊与转弯
与镗孔和钻孔一样,车削也是一种减法工艺。镗孔使用带尖头的单个切削刀具来拓宽工件中预先存在的孔,而车削则涉及使用静态、非旋转刀具从工件外部去除材料碎片。
这两个过程之间的主要区别在于;车削从外表面去除材料,而钻孔去除工件的内部部分。通常,制造商使用称为车床的机器进行车削操作,这也是用于镗孔的标准工具。然而,镗孔采用其他常规设备,类似于铣床。
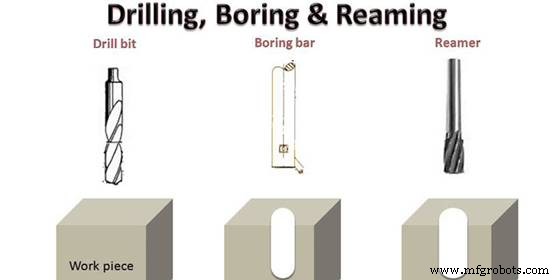
3。无聊与铰孔
两者都是涉及去除工件内部组件的切割过程。然而,虽然钻孔使用的是单尖头工具,但铰孔使用旋转刀具刮掉材料碎片。另一个相似之处是这两种工艺都适用于已经钻孔或铸造的孔。
因此,它们之间的主要区别在于应用程序。镗孔本质上旨在拓宽预先存在的孔,而铰孔旨在为工件创造更精细、更光滑的内壁。因此,铰孔只会去除材料中的一些小细节,因为它只是为了创造光滑的墙壁。
结论
本文提供了镗孔加工的详细概述。这是一种在工件上加宽铸件或预钻孔的可靠、快速的工艺。而且由于它是 CNC 工艺——即计算机控制的,因此您可以放心它的高精度和准确度。
必须知道,与其他 CNC 加工工艺一样,加工孔也存在一些挑战。因此,我们建议您咨询服务并与专家合作。
WayKen 的 CNC 镗孔服务
WayKen 是您所有 CNC 加工服务的正确选择,我们提供创新技术和先进的机器,帮助您提升钻孔体验。同时,我们技术精湛、经验丰富的专业技术人员,可以为您提供满足您特定要求的高品质镗削件。
此外,我们的质量控制和质量保证团队对所有产品进行严格检查,以确保它们符合我们的高标准。
如果您需要下一个项目的报价,只需上传您的设计文件。您将收到零件的即时报价。我们还提供免费的 DFM 分析,以确保您的组件的可制造性。
常见问题解答
无聊的目的是什么?
镗孔加工的主要目的是加宽或扩大工件上的孔。该过程无法创建初始孔;相反,它以高精度扩大了孔。它是在工件上加工特定直径孔的首选制造技术。
镗床在哪里使用?
孔加工是大多数制造业中使用的一种非常常见的制造技术。它们是在某些材料(例如发动机气缸或枪管)上钻孔的首选技术。
钻孔技术也用于建筑。例如,镗杆是金属制品和木制品中使用的标准工具。
什么是无聊工具的例子?
我们已经确定,钻孔本质上是扩大预先存在的孔——在材料中钻孔。加工过程使用一组刀具,其中包括以下。
- 无聊的酒吧
- 无聊的脑袋
- 入门练习
数控机床