

如何修改圆周运动命令的进给率
您是否注意到铣削表面上留下的目击标记在直线运动和圆周运动之间不一致——即使它们使用相同的进给率?你有没有想过为什么铣刀在加工内圆弧时容易颤动?原因与铣刀中心线圆弧半径大小与工作台面圆弧半径大小不同有关。
CNC 为切削刀具的中心线路径生成运动速率。当以 10.0 ipm 铣削双轴轮廓时,切削刀具的中心线以 10.0 ipm 移动。当铣削直线表面(G01)时,CNC 将以精确的 10.0 ipm 加工直线工作表面。
然而,对于圆周运动,刀具中心线圆周运动的长度将不同于工作表面圆周运动的长度。对于外部圆弧,中心线路径更长。对于内部弧,它更短。看图就明白了。
如果进给率对于线性运动是正确的,并且如果它从先前的线性运动命令中继承,CNC 将比线性表面加工外圆工作表面的速度更慢,而内圆工作表面的加工速度更快。中心线路径圆弧尺寸与工作面路径圆弧尺寸之间的差异越大,加工接触点(刀具切点)处的进给速度差异就越明显。结果:使用直线运动进给率加工圆弧会导致循环时间过长,外圆弧、颤振、不理想的光洁度甚至是内圆弧的刀具破损。
这种情况也存在于用于车床操作的单点切削刀具中。但由于刀尖半径很小,中心线路径接近工作面路径,效果不太明显。
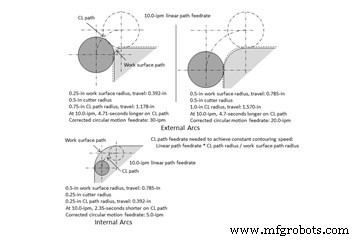
再看一下插图。对于外部电弧,请注意这会对循环时间产生多大影响。如果使用 10.0 ipm 的线性运动进给速率和 0.25 英寸外半径由 1.0 英寸直径的刀具加工,则该运动的加工时间比应有的加工时间长近 5 秒。程序员必须将圆周运动进给速度提高三倍,才能以与线性表面相同的方式加工 0.25 英寸的工作表面半径。
工作表面路径半径大小和中心线路径半径大小之间的比率决定了增加(外半径)或减少(内半径)圆周运动进给速率的量。在此示例中,工作表面路径半径为 0.25 英寸,中心线路径半径为 0.75 英寸(0.25 英寸加 0.5 英寸)。将 0.75 除以 0.25 得到 3.0。代替使用 F10.0 的直线运动进给率,程序员将需要 F30.0 的进给率来进行圆周运动。为外部圆弧编程适当的圆周运动进给率会对生产运行时间产生很大影响,尤其是在大批量工作时。
内部弧存在相同的比率。再次,将中心线路径半径除以工作表面路径半径。结果总是小于一。将此结果乘以用于线性加工的进给率。这会导致进给速度比线性路径进给速度慢。
一些 CNC 制造商具有帮助您处理此问题的功能。例如,Heidenhain 包括其“恒定轮廓速度”功能。 FANUC 允许使用参数通过“自动角覆盖”来减慢内部圆周运动,但由机器制造商或最终用户进行相关设置(查找当前 0 和 30 系列 CNC 的参数号 7010 )。您甚至可能会发现您的 CAM 系统可以提供帮助。
重要提示: 仅当去除的材料量在被加工轮廓周围均匀平衡时才使用此技术 - 如精铣时 - 或加工近净形铸件或锻件时。从加工表面去除大量材料时,请勿将此技术应用于粗加工 - 特别是当某些表面上的材料多于其他表面时。在这种情况下提高进给速度会显着增加刀具负载。
如果这些功能可用,请了解如何使用它们。如果不是——或者如果您对它们的工作方式不满意,请不要错过下个月的 CNC 技术讲座,该讲座将介绍两个有助于解决此问题的用户定义 G 代码程序。
工业设备