

圆弧插补编程示例 1
此圆弧插补编程示例将向您展示什么是圆弧插补以及如何对其进行编程。
在完成本练习之前,您必须先阅读Circular Interpolation Concepts &Programming 文章(如下所列)。阅读文章后,您会很容易将此示例理解为一个非常简单和基础的工作。
圆插值概念和编程文章
- 圆插值概念和编程第 1 部分(概念)
- 圆插值概念和编程第 2 部分(R 的使用)
- 圆插值概念和编程第 3 部分(I J K 的使用)
- 圆插值概念和编程第 4 部分(未知 R)
- 圆插值概念和编程第 5 部分(示例)
- 圆插值概念和编程第 6 部分(使用和练习)
圆弧插补编程实例1(R的使用)
圆弧插补编程实例
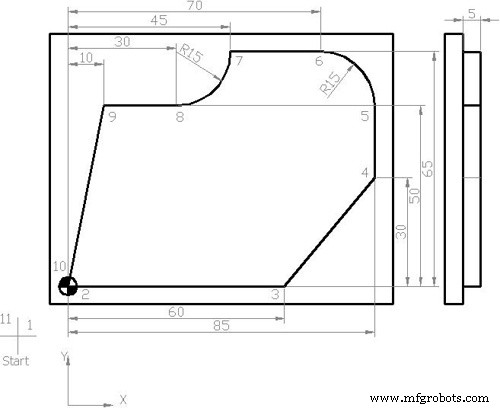
N5 G00 G54 G64 G90 G17 X-20 Y-20 Z50 N10 S450 M03 F250 D01 (12.5 MM DIA) N15 C0 N20 Z5 N25 G01 Z0 N30 Z-5 N35 G42 X0 Y0 M08 (Liner motion) N40 X60 Y0 (Liner motion) N45 X85 Y30 (Liner motion) N50 X85 Y50 (Liner motion) N55 G03 X70 Y65 U15 (Circular motion G03 for Counter Clockwise motion and U for arc radius) N60 G01 X45 Y65 (Liner motion) N65 G02 X30 Y50 U15 (Circular motion G02 for Clockwise motion and U for arc radius) N70 G01 X10 Y50 (Liner motion) N75 X0 Y0 (Liner motion) N80 G40 X-20 Y-20 N85 G00 Z50 M09 N90 Y100 N95 M30
完成部分
完成加工过程后,您的工作将如下所示。
机加工件
CNC程序说明
在这个数控程序块没有。 N35 到 N50(点 2-3、3-4、4-5)处于直线运动(线性插值),为此建议我们有 CNC G 代码 G01(线性插值),
G01 代码无法实现第 5-6 点,因为刀具不是直线运动,刀具以圆周方式行进,为此 cnc 机械师有圆弧插补代码 G02/G03。
在使用 G02/G03 G 代码 cnc 之前机械师必须知道
(1) 端点
(2) 起点到终点之间的半径的确切值。
所以第6点所需的值是
(1) X=70,Y=65(作为终点)
(2) R=15(作为半径)。
得到这些信息后,我们现在可以编写 CNC 程序块代码第5点到第6点。
第一个圆周运动G02-G03,第二个是终点X,Y值,第三个是R(半径),这样我们就可以达到我们想要的结果。
点 6-7 也是直线运动,点 7-8 是圆周运动,所以和上面说的一样,但是在写代码之前,检查运动方向是顺时针还是逆时针,这个运动是顺时针的,所以使用代码G02。
之后其他点都是直线运动。
增量尺寸标注系统程序
这是相同的数控程序,但带有 G91 增量尺寸系统。
N35 G42 X0 Y0 M08 (Liner motion) N40 G91 X60 Y0 (Liner motion) N45 X25 Y30 (Liner motion) N50 X0 Y20 (Liner motion) N55 G03 X-15 Y15 U15 (Circular motion G03 for Counter Clockwise motion and U for arc radius) N60 G01 X-25 Y0 (Liner motion) N65 G02 X-15 Y-15 U15 (Circular motion G02 for Clockwise motion and U for arc radius) N70 G01 X-20 Y0 (Liner motion) N75 X-10 Y-50 (Liner motion)
CNC G-Code/M-Code/S,F,D解释
G00:快速进给。
G54:零偏移编号。 1.
G64:连续路径模式。
G90:绝对尺寸系统。
G17:X-Y平面选择。
G42:刀具半径补偿激活(右侧移动)
G40:刀具半径补偿无效
G02:顺时针圆弧插补
G03:逆时针圆弧插补(逆时针)
S:主轴转速
F:轴运动进给
M:刀具运动(3=顺时针,4=逆时针)
D:刀具编号
M08:冷却液开
M09:冷却液关闭
M30 :主程序结束
数控机床