

碳纤维 3D 打印最坚固的部件 – 各向同性填充第 1 部分
更新:如果您有兴趣了解更多关于不同填充如何以各种方式加强您的角色及其背后的科学,请加入我们于美国东部时间 6 月 21 日上午 11 点参加的网络研讨会(在此处注册)!
作者注:这是关于使用 Eiger 的各向同性纤维填充图案用 Mark Two 制作极其坚固的零件的两篇文章中的第一篇。在这篇文章中,我们将回顾如何使用 Markforged 打印机近似模拟传统复合材料的高强度叠层图案。在后续文章中,我们将讨论如何使用这些策略来获得增强部件的最大强度。我们将在这篇文章中获得比我们在博客中通常所做的更多的技术,但我们会慢慢地介绍术语(我们已经包含了一个简短的复合材料术语词汇表),我们认为您会很感激更深入地了解如何针对复合材料增强型高强度 3D 打印进行有效设计。
复合材料背景
Markforged 的连续股复合材料 3D 打印机使我们的客户能够在高度自动化的 3D 打印系统中创建工业强度的 3D 打印部件,用复合纤维增强以产生类似于准各向同性复合层压板的特性。准各向同性 3D 打印部件沿不同轴具有不同的材料特性,通过在我们的 Eiger 切片软件中改变纤维取向,您可以设计坚固的部件,以抵抗部件可能暴露的特定负载应用。

高强度各向同性材料*特性使工程部件设计变得容易——如果一种材料在所有方向上都具有相同的特性,那么制造一个足以满足预期应用的部件只不过是一个几何问题。如果材料属性将 不同轴上的差异(如 3D 打印中的情况),准各向同性* 材料是下一个最佳选择,因为只有一个轴存在强度差异必须考虑在内,并且需要的时间和与完全各向异性*材料相比,设计工作以优化零件强度。有关材料属性变化的更深入讨论,请参阅下面的复合材料属性方向的常用术语。请注意,为了方便起见,并且考虑到所有 3D 打印部件在 Z 方向(与打印床平面垂直的轴)具有不同的材料属性,Markforged 在描述我们的“各向同性”时从准各向同性中去掉了“准”纤维填充型。
复合术语词汇表
- 各向同性材料 — 无论材料或观察方向如何,在所有方向上都具有统一的材料特性。大多数(但不是全部)金属往往具有高度各向同性的特性。
- 各向异性 — 具有方向相关特性的整体状态。具有各向异性特征的材料并不能证明具有各向同性的特性,但这种一般分类并未提供有关材料如何或沿哪些轴方向相关的任何信息。我们之前演示的活动铰链部件就是一个很好的例子,因为它包含弯曲元素以及更硬的 Kevlar 增强区域。
- 正交各向异性材料 — 例如木材,展示沿三个相互正交(彼此成 90 度角)轴不同的特性。木材提供了一个很好的例子,因为它很容易沿着纹理线分裂,但很难在其他方向切割或分裂。
- 准各向同性材料 — 通常在两个轴上近似或为各向同性材料,但在第三方向具有不同的特性。这是对 Markforged 3D 打印部件的准确一般描述,其中包括“各向同性纤维”增强图案,主要不考虑下文所述“纤维角度”属性中使用的值。
- 横向各向同性材料 — 是准各向同性材料的一个子集,特指在零件的横向平面中出现各向同性的材料(想想 3D 打印零件的每一层(XY 平面)的均匀属性),沿线具有不同的材料属性单个轴(3D 打印部件中的 Z 轴)。对于 Markforged 3D 打印机,使用各向同性纤维填充图案和下面描述的默认“纤维角度”值时非常接近。
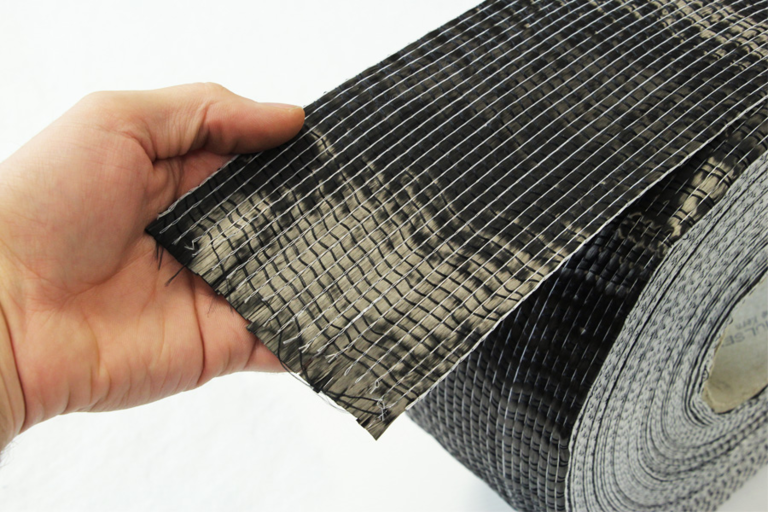
传统的热固性复合材料(大多数消费者使用的碳纤维采用这种类型的复合材料)是由数十至数千层单向复合材料(通常以编织布或单向带的形式)以不同方向的图案排列而成;复合材料设计师采用“方向代码”形式的命名结构来提供一种描述这些重复模式的简化方式。每个连续的层通常相对于下面的层旋转某个角度(通常为 45 度),并且由于构成每一层中编织布的复合纤维在其拉伸方向上最强,因此旋转每一层的布会产生具有与每层沿相同方向铺设布料相比,多向松散强度和挺度要高得多。
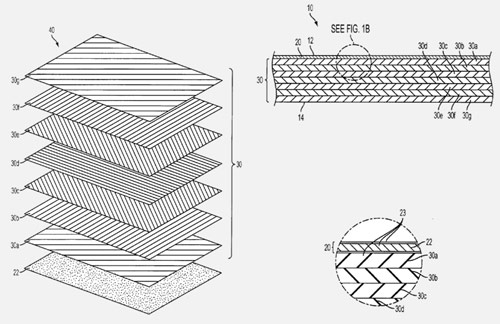
在美国海军学院的这个演示文稿中可以找到关于复合定向代码的很好的入门读物。传统的方向代码由一系列由方括号括起来并由正斜杠分隔的角度来描述,以表示在特定复合叠层策略中使用的各种角度。例如,Eiger 的默认各向同性纤维填充图案使用的方向代码为 [0/45/90/135],这意味着第一层纤维增强材料以与水平面成 0 度角的单向图案印刷。第二层光纤从水平方向旋转 45 度,这个顺序一直持续到代码完成,此时图案从水平方向重新开始。 Eiger 还为我们的客户提供了开发他们自己的任何重复长度的完全自定义方向代码的能力。值得注意的是,虽然每个单独的层都包含高度的各向异性,沿单独复合纤维长度方向的强度要高得多,但添加多层旋转方向的复合材料会迅速增加多个方向的强度,从而导致在作为整体实体的各向同性部分中。
改进的功能
Mark Two 3D 打印机旨在稳健地生产几何尺寸比 Mark One 小 15 倍的高强度纤维增强部件,但我们升级的软件算法还显着提高了使用我们的 ' 创建具有高强度准各向同性特性的增强部件的能力各向同性纤维填充型。
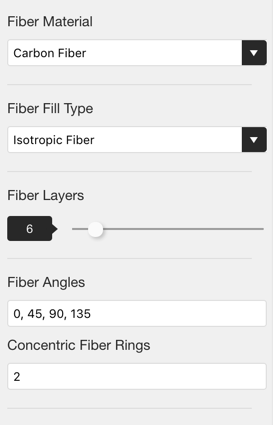
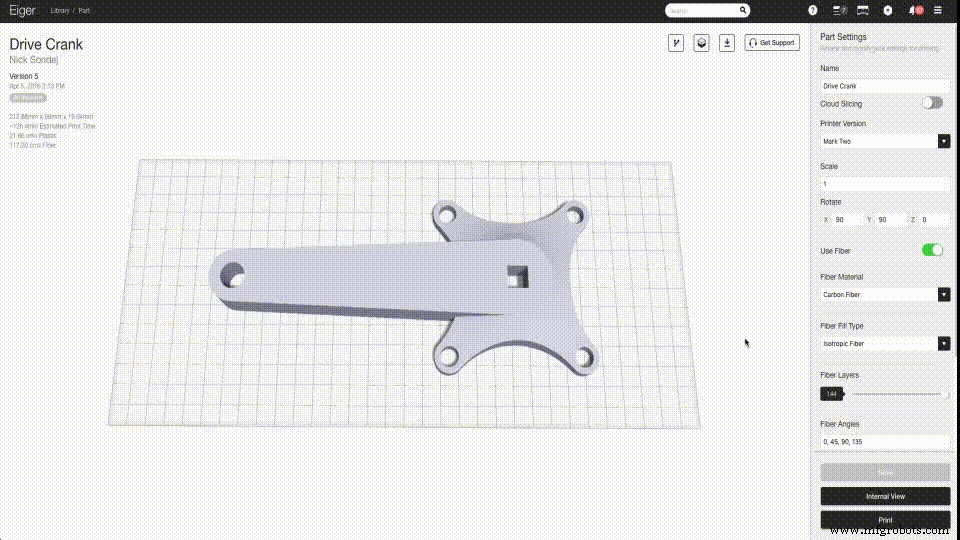
您会在上图中从 Eiger 的外部“部件视图”光纤配置面板中注意到,“光纤角度”有一个输入框。这是上面提到的方向代码的表示,是在 Eiger 中快速控制纤维增强部件的高级散装材料属性的一种方法。如果您使用各向同性纤维填充加固零件的每一层,Eiger 使用的默认 [0/45/90/135] 代码将产生横向各向同性零件(请参阅上面的术语框)。要在 Eiger 中输入方向代码,只需在“纤维角度”框中输入您希望在图案中使用的各种纤维方向的角度,并用逗号分隔,如上图所示。
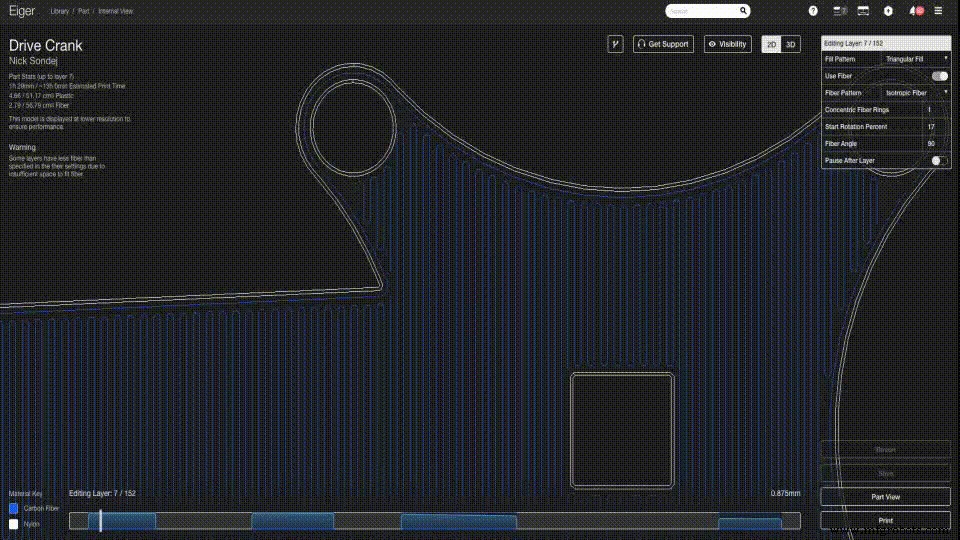
改进的纤维布线算法还使 Mark Two 能够使用 Markforged 碳纤维细丝以及我们新的高强度、高温 (HSHT) 玻璃纤维细丝打印各向同性纤维填充物——由于技术限制,Mark One 无法提供这些选项。该算法本身已从其 Mark One 对应物进行了更新 - 如果您使用 Eiger 的 2D 内部视图查看具有为 Mark Two 切割的各向同性纤维填充的图层,您会注意到新算法启用了混合填充类型,在上面带有同心环零件的外部和各向同性填充以指定的方向角填充零件的内部区域。这样可以生产出具有改进的外表面光洁度的零件,同时内部保持较高的整体强度和刚度。使用这种策略,可以通过碳纤维3D打印获得绝对最强的部件。
对最强部分进行更精细的控制
外部视图纤维参数有利于快速加固,但如果您需要更多地控制零件的强度,您还可以在 Eiger 零件的 3D 内部视图中编辑特定层组的方向代码。首先,从您的 Eiger 库中选择一个部件,然后进入内部视图,默认情况下会将您带到 3D 视图。
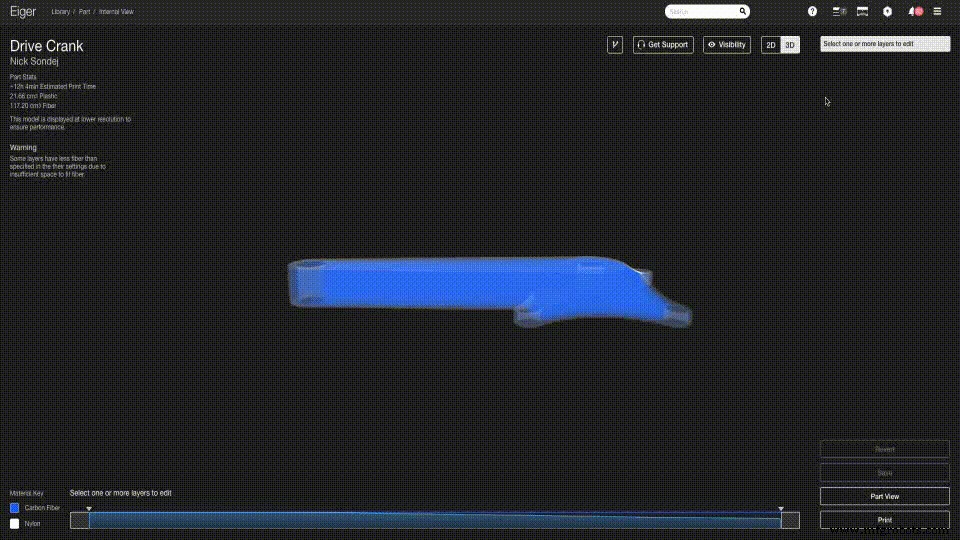
进入内部 3D 视图后,单击图层栏中的一个预先存在的纤维图层组。
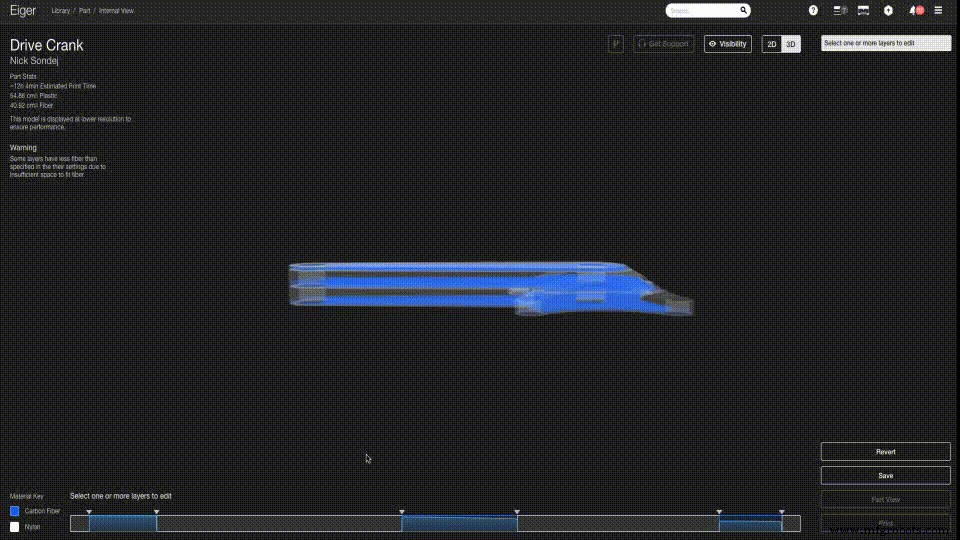
要创建新组,请单击所需组的起点或终点处的图层栏并按住鼠标按钮,同时拖动组中所需的图层。然后只需单击右上方图层控制框中的“应用更改”即可创建新组。
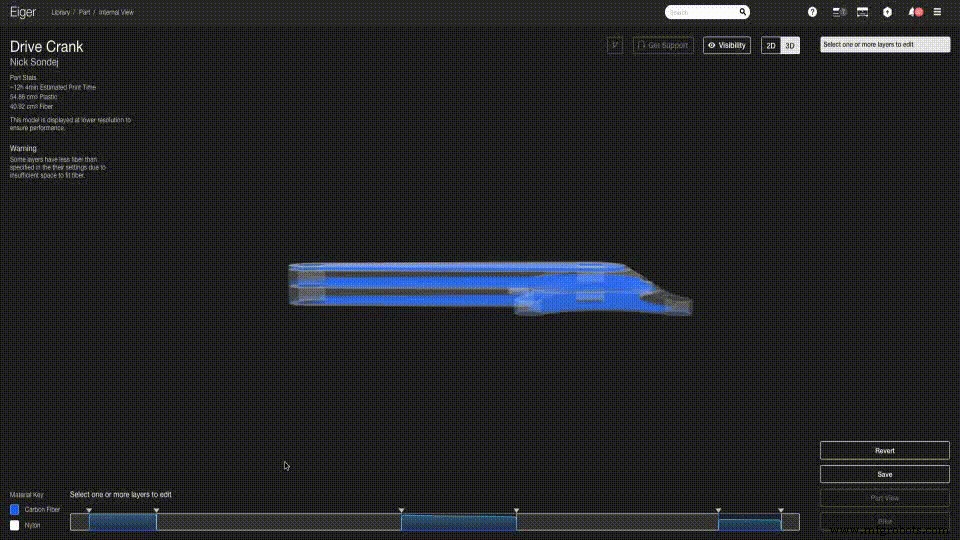
如果您对为组选择的图层不满意,您可以随时拖动三角形图层组分隔符来调整图层大小。选择配置为使用各向同性纤维填充的已定义图层组后,您会注意到在外部零件视图中看到的“纤维角度”字段也在右上角的图层控制框中可见。此参数允许您对外部零件视图中的纤维取向代码进行相同级别的控制,除了不是在整个零件中的所有纤维上全局应用取向代码,3D 内部视图编辑器中的纤维角度字段将允许您单独修改所选图层组的方向代码。这使您可以控制以根据零件的特定几何形状定制高强度纤维放置。
仅此而已 - Eiger 使在零件中快速配置不同的纤维增强层变得非常简单!
在此处阅读本文的第 2 部分 - 我们将引导您了解优化位置的最佳策略 您应该使用纤维增强材料,以最大限度地提高部件强度,从而最有效地使用纤维!
有兴趣了解更多吗?立即请求 Mark 2 的演示!
3D打印