

3D 打印的最佳层高!
如果您刚刚开始使用 3D 打印,您可能无法完全确定打印模型的层高是多少。
在本文中,我将讨论什么是层高,层高和喷嘴直径之间的关系以及它们之间的区别,因为围绕该特定主题似乎有很多混淆,我将介绍最好的层高度通常取决于应用(打印质量、强度、速度等)。
所以,废话不多说,我们直接进入吧!
什么是 3D 打印中的层高?
层高,也称为分辨率或细节,是 3D 打印件上每层挤出塑料的高度。层高越低,打印出来的细节就越详细,因为需要打印更多的层才能完成模型。例如;打印一个层高为 o.12mm 的 20x20x20mm 立方体将有 166 层,但层高为 0.28mm 的只有 71 层。
权衡是什么?好吧,以更高的分辨率或更低的层高打印会大大增加打印对象所需的时间,因为打印机需要放置两倍甚至更多的层,而增加层高会导致更快的打印速度整体细节较少。
本质上,您是在用打印时间换取细节。
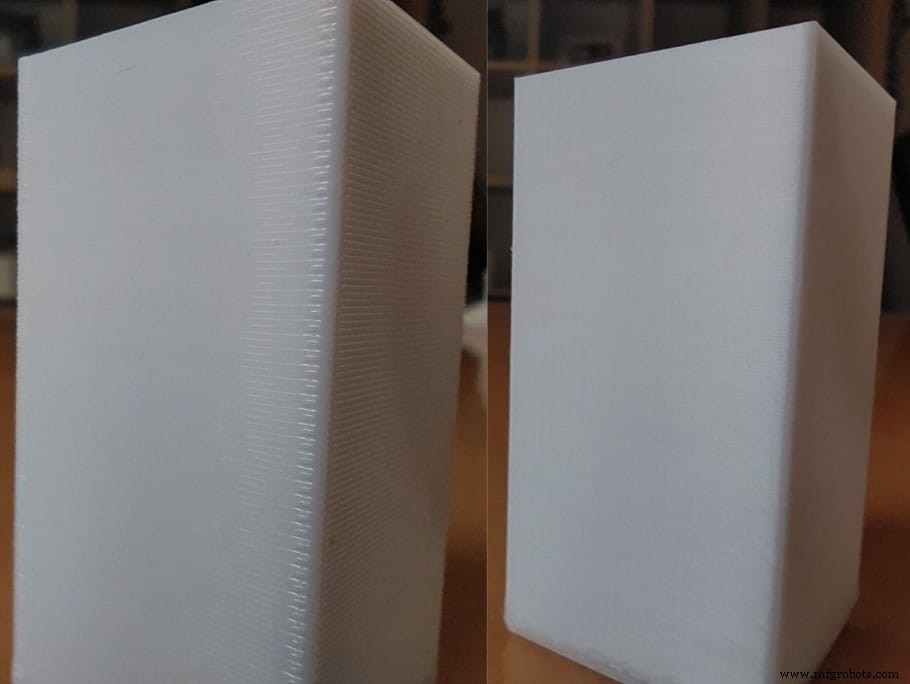
以这两张 Benchy 打印为例:左边的打印层高为 0.12mm,右边的打印层高为 0.32mm。

0.12mm benchy 打印时间为 3:24 小时,共 400 层,0.32mm benchy 打印时间为 1:26 小时,共 150 层。这是打印时间的一个相当大的下降,唯一的区别是层高。
正如你所看到的,右边的长凳有更多的可见线条。这在屋顶和侧壁/栏杆的顶部尤其明显,作为非常明显的楼梯效果。
喷嘴直径及其对层高的影响
大多数打印机的默认喷嘴直径为 0.4 毫米,但通常范围从 0.2 毫米一直到 1 毫米。例如,增加喷嘴直径将使您能够以增加的层高进行打印,并减少打印墙壁所需的周长数量,因为周长本身会更宽。值得注意的是,层高不能超过喷嘴直径的80%(没有最小值)。
下表列出了每种喷嘴直径的建议最大和最小层高。 值得注意的是,最小值不取决于喷嘴,而是取决于打印机的步进电机,这就是为什么通常不应低于 0.04mm (稍后会详细介绍),但之所以有最小值,是因为垂直分辨率高(层高低)但最小线宽(喷嘴直径)大的打印通常意义不大。
| 喷嘴尺寸 | 最小层高 | 最大层高 |
| 0.15mm | 0.04 | 0.12 |
| 0.20mm | 0.05 | 0.16 |
| 0.25mm | 0.06 | 0.20 |
| 0.30mm | 0.08 | 0.24 |
| 0.35mm | 0.09 | 0.28 |
| 0.40mm | 0.10 | 0.32 |
| 0.50mm | 0.13 | 0.40 |
| 0.60mm | 0.15 | 0.48 |
| 0.80mm | 0.20 | 0.64 |
| 1.00mm | 0.25 | 0.80 |
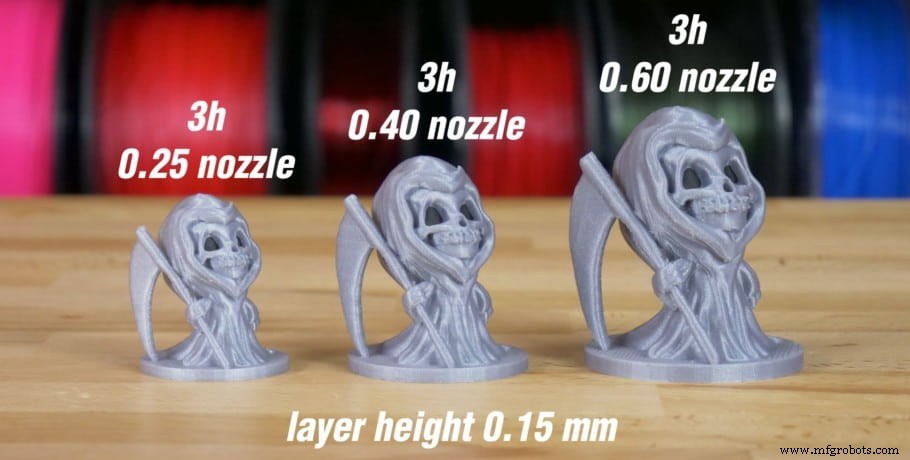
通过使用更大直径的喷嘴并增加层高进行打印,您可以为模型节省大量打印时间,有时甚至可以将打印速度提高三到四倍。
现在,喷嘴直径和层厚不同,并且不会以相同的方式影响最终结果:层高主要影响打印的垂直或倾斜部分的打印质量,而喷嘴直径影响细节水平大部分在水平面上 ,这是因为较大直径的喷嘴会打印较宽的层,而这些层在垂直方向上是不可见的。
从本质上讲,更大直径的喷嘴可以铺设更宽的周长,还可以增加层高(高达喷嘴直径的 80%),从而实现更快的打印速度。这里要注意的是,打印质量会比使用 0.4mm 喷嘴以 0.12mm 层高打印,或者甚至使用更小直径喷嘴并使用更低层高的打印质量要低得多,但它会打印得更快。
值得注意的是,在“花瓶”模式下打印时,使用更大的喷嘴不会影响打印时间,因为它仍然需要经过完全相同的移动顺序。
3D 打印的最佳层高是多少?
对于大多数 3D 打印来说,理想的层高是 0.2 毫米,因为它是质量和打印速度之间的一个很好的中间点,无论是对于大型打印还是小型和详细的打印,并且层线不会太明显。降低层高会产生更多细节(适合小型打印),但会增加打印对象所需的时间,反之亦然。
当然,这将取决于您的打印需求,因为打印微型模型是非常不同的,它需要以尽可能高的分辨率打印复杂的细节,而打印一个更大的、功能性更强的物体则不需要。需要看起来很棒,但仍然可以工作。
细节的最佳层高

层高越低,3D 打印出来的细节就越多。但是,只有在层高达到 0.1 毫米之前才会出现这种情况,因为低于此值(例如 0.05 毫米)不会产生任何明显的质量提升。对于大多数需要非常高分辨率的日常打印来说,使用 0.12 毫米似乎是最佳选择。
值得记住的是,以 0.12 毫米而不是标准的 0.2 毫米打印也会大大增加打印时间,这就是为什么您需要问自己,增加细节是否真的值得额外的时间。
当我想要获得良好的平滑和细致的光洁度时,我通常以 0.12 毫米打印,此时几乎看不到图层。
强度的最佳层高
通常,0.1 毫米到 0.15 毫米的层高会产生最强的结果,低于或高于这些值会大大降低打印的强度。值得注意的是,喷嘴直径也起着重要作用,因为在低层高打印大直径的喷嘴将提供最宽的接触表面积,从而导致整体更强的层附着力。
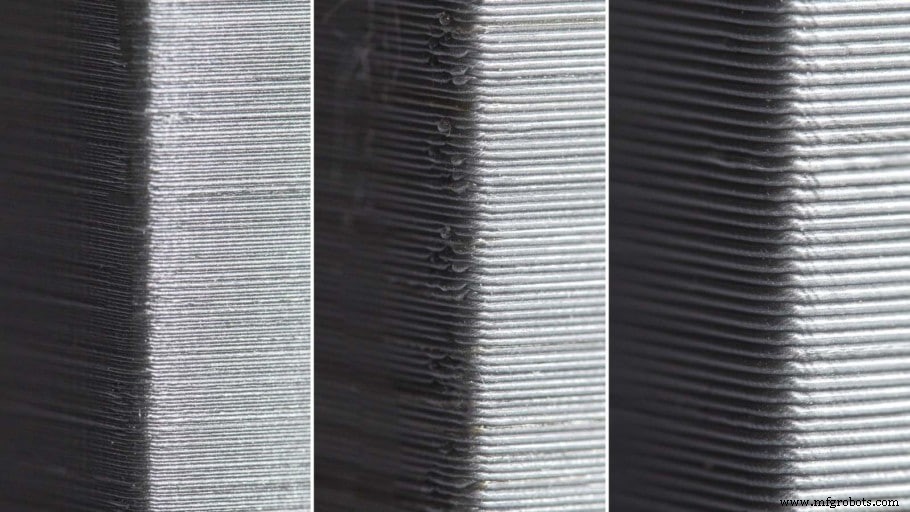
进行了一项研究以确定不同的层高和喷嘴直径将如何影响打印强度。他们测试了 0.4mm、0.6mm 和 0.8mm 喷嘴和不同的层高,得出的结论是,层高增加得越多,零件变得越弱,事实上,从最小层高到最大层高,强度差异为大约 3.5 倍。
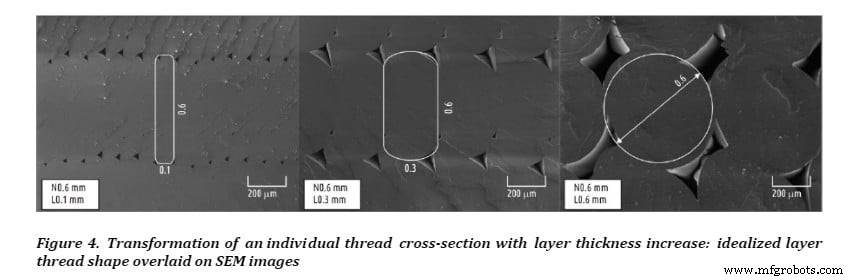
正如您在这张图片中看到的那样,喷嘴直径起着重要作用,因为使用较大直径的喷嘴但在较低的层高打印将为每一层提供更宽的接触表面积以粘附到前一层,从而导致整体更强键,因此,更强大的 3D 打印。
考虑图层方向
需要承受力的物体,例如钩子,在同一方向上具有一致的牵引力,应该以这样的方式打印,即层线与将施加在其上的力一致。
如果垂直打印,那么层线将是水平的,这意味着挂钩只能承受层粘合允许的力。
而侧面印刷则意味着层线与钩子所承受的力一致,从而使钩子的强度增加了两倍,甚至更多。
这是 CNC Kitchen 的一段视频,非常详细,如果您想了解不同层高和层方向之间的强度差异,我强烈建议您观看。
此外,填充图案对零件的强度也有一些重要影响,根据它的用途,您应该使用不同的图案。
速度的最佳层高
打印速度与层高成反比;层高越厚打印时间越快,层高越薄打印速度越慢。例如,使用标准的 0.4mm 喷嘴,可以同时打印 0.32mm 和 0.1mm 层高,打印 20x20x20mm 立方体分别需要 18 分钟和 59 分钟。
如果你想尽可能快地打印,那么你应该使用最大的喷嘴和最厚的层高。这将大大减少打印零件所需的时间,但会降低细节。
对于大多数使用标准 0.4 毫米喷嘴的人来说,以 0.28 毫米或 0.32 毫米打印应该是打印对象的最大层高。从那时起,提高速度的唯一方法,除了调整切片机中的一些设置之外,就是将当前的喷嘴换成更大直径的喷嘴。
原型设计的最佳层高

考虑到打印的零件不会成为最终产品,原型制作需要快速进行。层高不是唯一重要的因素;切片机中的喷嘴直径、填充百分比和打印速度设置也是如此。
一般来说,您会希望使用尽可能大的喷嘴,使用尽可能少的填充物(如果可能,使用立方体填充物,因为它是一个在各个方向上都很强的 3D 填充物),最厚的层高和最快的打印速度设置。
值得注意的是,当您提高打印速度时,您可能会遇到几个问题;之前的层可能没有正确固化,可能会出现很多振铃和重影、尺寸精度差等问题。
速度设置会因您使用的打印机而异,但将周长速度设置为 100mm/s 并将填充速度设置为 200-250mm/s 应该是一个好的开始,并且可以大大减少打印时间。
层高有多重要?
增加层高会导致打印速度更快,因为打印机不需要放置尽可能多的层来达到相同的高度,但是由于层厚,分辨率和质量会降低。为了获得平滑的细节打印效果,建议使用较低的层高。
如果您回到我之前链接的两张长凳打印,您可以清楚地看到打印在 0.32 毫米处的填充线,而在 0.12 毫米长凳上这些线条几乎看不到。然而,最明显的地方是长凳的屋顶和栏杆/侧壁,因为有明显的楼梯效果。
层高越低,这些层线就越不明显,任何阶梯效应也不会那么明显,但是,增加分辨率会导致打印时间更长,并且有一点需要进一步降低层高不会产生任何显着的质量改进,但打印时间会增加很多。
一般来说,0.12mm 或 0.1mm 足以产生极其详细的结果。低于此值,您只是在用时间换取边际质量改进(如果有的话)。
3D 打印层高计算器
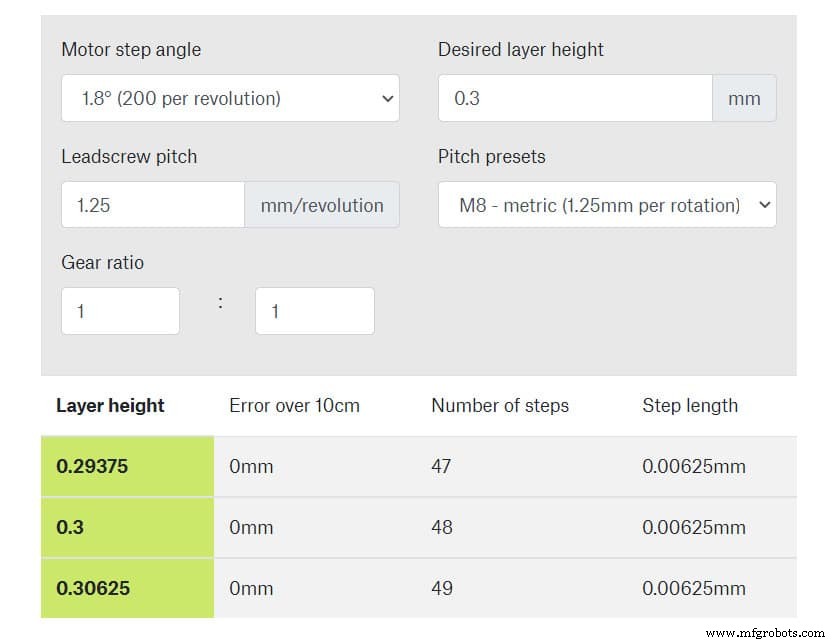
Prusa 开发了一个最佳层高计算器,可让您选择 Z 轴仅以整步增量移动的层高。 Z 轴在不活动期间通常不启用。如果在微步期间禁用轴,则轴会跳到最近的全步并引入错误。
这对于带有英制丝杠的机器最有用,但也适用于带有公制丝杠的异常层高。
只需引入一些参数,它就会为您提供理想的层高。
Ender 3 步进电机幻数
层高可以分解为“幻数”。这些幻数本质上是在特定打印机上效果最佳的层高。
对于 Ender 3 型号,幻数以 0.04 毫米为增量,因为螺杆每转一圈提升 8 毫米,并且它以 200 步(每圈)完成。
将这 8 毫米除以 200,我们得到每步 0.04 毫米的神奇数字。
您希望保持在这个神奇的数字上,因为这样打印机在向上移动时相对于每一步都处于相同的位置,这将提高您的打印质量,因为打印机在向上移动的方式上将保持一致。
一旦知道了幻数,就可以对其进行变体,例如:
- 0.24 毫米
- 0.20 毫米
- 0.16 毫米
- 0.12 毫米
- 0.08 毫米
以前,您必须在 Slicer 上手动设置这些,因为标准设置会将层高设置为 0.1mm、0.15mm 等,而这些都不是倍数或 0.04mm。
现在大多数切片器,例如较新版本的 Cura,具有与这个“神奇数字”一致的不同层高度,例如 0.12mm 用于精细细节或 0.28mm 用于粗糙细节,所有这些都可以与任何 Ender 完美配合3台机器(以及每步移动0.04mm的任何打印机)。
与不同层高度相关的问题
就像我之前提到的,使用大喷嘴和厚层打印会提高打印速度,但模型看起来很糟糕,并且可能没有那么坚固,因为塑料层没有那么多接触表面可以粘附互相交流。
另一方面,使用极薄的层(例如 0.05 毫米)可能会导致打印质量下降和各种缺陷,并且即使是最小的物体也可能需要非常长的打印时间。
如果您决定以非常高的分辨率(低层高)进行打印,除非您将床铺平到完美,否则您可能会发现您的打印件不会真正坚持下去。
在这种情况下,我建议打印较大的第一层以使打印件牢固地粘在床上,然后将以下层设置为所需的层高。
结论
没有“一刀切”的层高,因为您想根据打印的内容进行调整。
如果您自己设计东西、原型制作等,并且您需要在最终产品准备好之前打印各种迭代,请以 0.28 毫米打印(如果您有 0.4 毫米喷嘴)。这将确保打印出来的速度很快,并且仍然可以正常工作,同时看起来还不错。
准备好打印最终设计后,您可以降低层高。
一般来说,我建议坚持 0.2 毫米,因为这似乎是大多数 3D 打印的最佳点,无论是在质量还是速度方面。
我希望这些信息有用!
祝你有美好的一天!
常见问题
.4 喷嘴的最佳层高0.2mm 是 0.4mm 喷嘴的理想层高,因为它允许相对较快的打印时间,同时仍保持较高的打印质量。值得注意的是,从技术上讲,没有最小层高,因为喷嘴尺寸只影响最大允许层高。
.6 喷嘴的最佳层高0.3mm 是 0.6mm 喷嘴的理想层高,因为它提供了质量和打印时间之间的最佳平衡。值得注意的是,从技术上讲,没有最小层高,因为喷嘴尺寸只影响最大允许层高。
.8 喷嘴的最佳层高0.4mm 是 0.8mm 喷嘴的理想层高,因为它提供了质量和打印时间之间的最佳平衡。如果需要更快的打印时间,那么 0.5mm 将产生更快的打印速度,同时仍具有与 0.4mm 相当相似的质量。
Ender 3 的最佳层高Ender 3 层高应该设置为 0.04mm 的倍数,因为这是电机每一步移动喷嘴的量,这意味着它应该设置为 0.04mm 的任何倍数,例如 0.08mm、0.12mm 、0.16mm、0.2mm等
查看我们的推荐产品部分

我们创建了一个推荐产品部分,可以让您消除猜测并减少研究打印机、灯丝或升级所花费的时间,因为我们知道这可能是一项非常艰巨的任务,而且通常会导致很多混乱.
我们只选择了少数我们认为对初学者、中级甚至专家都有好处的 3D 打印机,使决策更容易,并且列出的灯丝和升级都经过了我们的测试和精心挑选,因此您知道您选择的任何一个都会按预期工作。
3D打印