

3D 打印术语 - 终极词汇
那里有无穷无尽的 3D 打印术语。虽然有些术语很常见且经常使用,但有些不是,因此在阅读时很容易迷失在术语中。出于这个原因,我决定为任何 3D 术语制作终极词汇表。
在本文中,我将为您简要介绍每个 3D 打印术语。
灯丝类型

ASA
丙烯腈苯乙烯丙烯酸酯 (ASA) 是一种长丝类型,最初是作为 ABS 的替代品,具有更好的耐候条件和更少的翘曲。 ASA 具有抗紫外线性,并具有出色的机械性能,因为它具有刚性和抗冲击性。由于这些特性,ASA 主要用于户外应用。使用 ASA 打印时应在通风良好的地方进行,因为它会产生有毒烟雾。
ABS
丙烯腈丁二烯苯乙烯 (ABS) 是最古老、最受欢迎的 3D 打印线材之一。它是一种低成本的灯丝,耐高温,耐久性好。要使用 ABS 正确打印,您需要加热打印床或加热室,因为这种灯丝在没有足够热量的情况下容易发生严重翘曲。在通风良好的地方使用,避免在熔化过程中产生烟雾(相关文章)。
PETG
聚对苯二甲酸乙二醇酯 (PETG) 是一种半刚性 3D 打印灯丝。用 PETG 打印的物体将具有光泽和光滑的表面光洁度。 PETG 以其耐用性和易用性而著称,位于 PLA 和 ABS(最常用的灯丝)之间,因为它比 PLA 更灵活耐用,并且比 ABS 更易于使用。 PETG具有吸湿性,请存放在干燥、阴凉处(相关文章)。
解放军
聚乳酸 (PLA) 是 3D 打印中最常用的灯丝。使用 PLA 打印很容易,因为它在低温下熔化并且翘曲问题最小,因此非常适合初学者。避免 PLA 用于户外应用,因为它的耐热性低,暴露在阳光下会变形(相关文章)。
尼龙
尼龙是一种坚固、耐用且柔韧的灯丝。一些打印机需要升级才能使用尼龙打印,因为它需要高打印温度和加热床才能成功打印而不会翘曲。尼龙应存放在密封袋中,以防止吸湿;否则,灯丝中的水分会导致打印缺陷。
臀部
高抗冲聚苯乙烯 (HIPS) 主要用作双挤出打印机中与 ABS 结合的可溶解支撑结构。 HIPS 会溶解在柠檬烯中,只有 ABS 会留下,没有任何支撑痕迹。 ABS 是唯一不会被柠檬烯损坏的灯丝。 HIPS也可以作为单独的灯丝使用,它比PLA更轻、更坚固,并且比ABS产生的翘曲更少。
聚乙烯醇
聚乙烯醇 (PVA) 是一种长丝,用于支持双挤出 3D 打印机中的复杂打印。它溶于温水,因此可以与许多细丝配对,不像 HIPS 只能支持 ABS。 PVA 对水分高度敏感,因此应将其储存在密封容器中,以保持线轴长期可用。
柔性(TPE、TPU、TPC)
柔性长丝(TPE、TPU、TPC)具有类似橡胶的特性,这意味着它们非常有弹性,可以轻松弯曲和拉伸而不会断裂。这些细丝柔软耐用,因为它们具有高抗冲击性。 Bowden 挤出机可能很难打印柔性长丝,因为它会粘住并损坏 PTFE 管(查看我们的文章)。
碳纤维
碳纤维用于增强其他细丝以改善材料性能。注入碳纤维的长丝显示出更高的强度和刚度。结果是一种坚固而轻巧的材料,非常适合结构应用。这些纤维非常耐磨,会很快损坏黄铜喷嘴,因此请考虑为这些细丝使用硬质材料喷嘴。
聚丙烯
聚丙烯 (PP) 是一种坚韧耐用的长丝。它具有很强的耐热性并产生光滑的表面光洁度。聚丙烯的问题在于,用它打印非常困难,因为它容易发生严重翘曲,而且层间附着力差。
聚碳酸酯
聚碳酸酯 (PC) 是最强的 3D 细丝之一;这种灯丝非常坚固、耐用且柔韧。 PC 还具有非常好的耐热性和抗冲击性,使其成为恶劣环境下的可靠选择。大多数消费级打印机需要升级热端以使用 PC 打印,因为它需要非常高的打印温度。 PC 灯丝具有吸湿性,因此需要将其保存在干燥的空间中以保持线轴的完整性。
导电丝
导电灯丝能够导电。这种灯丝用于低压电路。在大多数情况下,PLA 或 ABS 是用于导电灯丝的基础材料,但它们并不是唯一的。根据制造商的不同,这些灯丝具有不同的电阻率值。
磁丝
磁丝是注入铁粉的 PLA 或 ABS 基丝。结果是一根细丝像金属一样被磁场吸引。它是一种磨料丝,应使用硬化钢喷嘴(查看我们关于该主题的文章)。
木丝
木丝通常是 PLA 基丝与木纤维相结合,外观和感觉都像木头。这种复合长丝比普通的 PLA 版本更不灵活和更脆弱。此外,喷嘴可能会因打印这种材料而受损(查看我们关于该主题的文章)。
材料相关术语
玻璃化转变温度(Tg)
玻璃化转变温度 (Tg) 是材料从坚硬的固态转变为柔软、粘稠状态的温度。像PLA这样的低Tg材料更容易操作,因为它们不需要高温来加工。同样,具有高 Tg 的材料将能够承受恶劣的条件,因为它们更难变形(全文)。单位为 C° 或 F°。
抗拉强度
拉伸强度表示材料在断裂之前可以承受多少应力。每当您出于强度和耐力目的打印零件时,请使用聚碳酸酯等高抗拉强度细丝(如果您的打印机允许的话)。它通常以帕斯卡为单位。
电导率
电导率是指材料传导或传输热或电的性质或能力。通常以西门子/米为单位。
弹性
弹性是物理对象在施加足够的力时发生变形,然后在移除该力时恢复到其原始尺寸和形状的能力。
疲劳强度
疲劳强度表示材料在给定数量的循环中可以承受多少应力而不会断裂。以拉压循环次数来衡量。
粘度
粘度是指流体改变形状的阻力,换句话说,它衡量流体流动的阻力。例如,水的粘度比蜂蜜低。通常用厘泊(cP)表示,相当于每秒1 mPa。
吸湿性
吸湿材料从周围环境中吸收水分。当这些材料吸收水分子时,它们会发生物理变化,从而改变它们的特性。它可以通过比较物体在干燥和加湿状态下的体积来测量。
3D 打印机零件
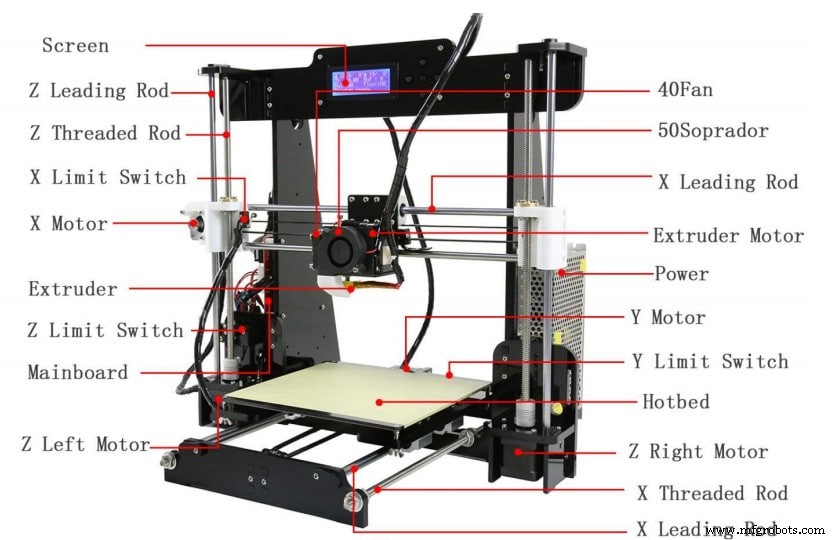
控制器板
控制器板是 3D 打印机的“大脑”。它处理 3D 打印机的所有电子功能和要求。这些印刷电路板 (PCB) 从切片机接收 G 代码,并将其转换为 3D 打印机电机和加热组件的命令。
挤出机
挤出机是 3D 打印机的一部分,负责处理细丝的移动和加工,以便将其沉积在连续的层中以形成 3D 对象。挤出机由冷端和热端两部分组成。
冷端
冷端是 3D 打印机中供给灯丝的部分。在那里,驱动齿轮抓住灯丝并将其推入热端。在直接驱动的挤出机中,冷端直接位于热端上方。而在 Bowden 设置中,驱动齿轮通常安装在打印机的框架上。
热端
热端是 3D 打印机的一部分,在该部分中,灯丝被熔化,然后以连续层的形式沉积到打印床上。灯丝通过非导热管被推入加热块,在那里它被熔化,然后被推出喷嘴。
喷嘴
喷嘴拧入加热器块,是热端的最后一部分,灯丝在沉积到打印床之前穿过。喷嘴有不同的直径和材料,黄铜是最常用的,0.4mm 是最常用的直径。使用磨料丝打印时避免使用黄铜喷嘴,因为它们会很快损坏。
鲍登管
在 Bowden 设置中,驱动齿轮通常安装在打印机的框架上。从那里,灯丝被推过鲍登管进入热端。鲍登管一般采用耐热、保护灯丝的聚四氟乙烯塑料制成。
加热块
加热块是热端的一部分,用作热导体。加热器筒加热加热块,然后加热喷嘴。加热块通常由铝制成,因为它是一种极好的导热体。
加热筒
加热器筒是负责在 3D 打印机中产生热量的元件。它们被插入加热器块中并从电流中产生热量。热量通过加热块传递到灯丝熔化的喷嘴上。
热敏电阻
热敏电阻插入加热块中,它会告诉 3D 打印机加热块有多热。这一点很重要,因为不同类型的灯丝需要不同的打印温度才能成功熔化。
冷却风扇
冷却风扇是热端的一部分,与散热器一起有助于散热。如果没有冷却风扇,高打印温度产生的热量可能会传到热端之外并提前熔化灯丝。如果灯丝在进入热端之前熔化,您可能需要处理堵塞物。
层扇
层扇对于成功打印一些细丝很重要。它位于喷嘴附近,旨在冷却从打印床上出来的灯丝。这样我们可以帮助熔化的灯丝更快地凝固并避免变形。
终点站
止动件告诉您的 3D 打印机它可以将喷嘴移动到 X、Y、Z 轴多远。 Endstops 负责避免给定轴上的脱轨和堵塞。最常见的是机械开关,但也有光开关和磁开关。
打印床
打印床是 3D 打印机打印的表面。理想情况下,它为您的喷嘴提供了一个完美平坦的表面以供挤出。打印床还为第一层提供了粘性表面,以避免灯丝脱落。根据打印床材料,您可能需要使用一些粘合剂以确保灯丝粘在上面。玻璃打印床是最常用的,但也有其他材料具有不同的性能。
X、Y、Z 轴电机
轴电机负责在不同轴上移动 3D 打印机的喷嘴。要成功打印,轴电机需要正确移动热端。轴电机的任何故障都会降低打印质量和速度。
疑难解答条款
翘曲
每当您在 3D 打印时看到灯丝从打印床上卷曲时,就会出现翘曲问题。当灯丝冷却不均匀时会发生翘曲,因为塑料在冷却时会收缩。如果灯丝收缩太多,它会抬起并与打印床分离。为防止翘曲,请确保灯丝对打印床具有良好的附着力。有些长丝更容易翘曲,需要使用加热床来避免。
热蠕变
热蠕变是指 3D 打印中的一个问题,即热量在熔化区之外向上传播,并在时间之前开始削弱和软化灯丝。此问题会导致挤出机发生故障并最终导致堵塞。为避免热蠕变,请尝试降低打印温度并确保冷却风扇正常工作。
桥接
3D 打印中的桥接本质上是悬浮在空气中连接两列的细丝的挤压。当打印机无法桥接一个小间隙时,就会出现桥接问题。桥接问题很常见。要解决这个问题,请尝试提高层风扇速度,并降低打印温度和速度(相关文章)。
尺寸精度
每当您的打印对象的尺寸与最初预期的尺寸不同时,您都在处理尺寸精度问题。打印对象与原始文件的大小和规格的匹配程度取决于许多因素。因此,在您开始收紧安全带和调整固件之前,先打印一个测试立方体,看看您的打印机有多准确。众所周知,ABS 在冷却时会收缩高达 8%。
重影或振铃
重影、振铃、波纹、回声,所有这些术语都是指 3D 打印物体表面上不希望出现的重复线条或特征。这是由于挤出机速度和方向的快速变化导致振动。为防止出现此问题,请降低打印速度并降低加速和加加速度设置(有关如何解决此问题的完整文章)。
过度挤压
每当 3D 打印机挤出的灯丝比软件认为的多时,这就是所谓的过度挤出。过度挤压会导致打印质量差,并可能完全破坏打印对象。过度挤出的可能修复方法是降低打印温度、降低挤出流速以及确保切片机具有正确的细丝直径设置(有关如何解决问题的完整文章)。
欠挤压
每当 3D 打印机挤出的细丝少于软件认为的挤出不足时。挤压不足会削弱 3D 打印物体的结构。如果您看到模型层太薄或有孔或间隙,则很可能是挤压不足。为了解决挤出不足的问题,使软件具有正确的灯丝直径并提高打印温度和挤出流量(相关故障排除文章)。
床粘
床附着力是指打印床的粘性。对于成功的打印,灯丝粘在打印床上很重要。不良的床层附着力会导致翘曲以及其他印刷问题。为防止床粘附问题,请确保打印床平整且清洁。如果问题仍然存在,胶棒和发胶可以为打印床提供大量额外的附着力。
层分离
层分离与层之间的结合有关。为了成功打印,每一层都需要充分粘在下面的一层。层间附着力差会导致印刷品出现严重缺陷。层分离很容易检测,因为您会看到层之间的间隙。查看我们关于此问题的原因和解决方案的文章。
挤出机堵塞
挤出机堵塞意味着您的 3D 打印机无法再正确挤出灯丝。这通常是由喷嘴内部的阻塞引起的。为防止挤出机堵塞,请确保您的耗材具有正确的打印温度并且它是干净的。另外,检查喷嘴是否离打印床太近,因为有时没有足够的空间进行挤出(如何修复堵塞的挤出机)。
差距
间隙是 3D 打印中的常见问题。您可以在第一层和顶层或层之间的线之间有间隙。根据差距的位置(如何修复差距)应用不同的解决方案。
斑点和痘痘
斑点和痘痘是 3D 打印物体外表面上的小块。这发生在挤出机完成打印外壳的一部分并开始打印新外壳的地方。为防止出现斑点和痘痘,请确保您在切片机中设置了最佳的回缩和滑行设置。
弱填充
填充物为 3D 打印对象的结构提供支持。薄弱的填充物意味着印刷品很容易破裂。为避免此问题,请使用强填充图案。如果问题仍然存在,请降低打印速度并增加填充百分比(全文)。
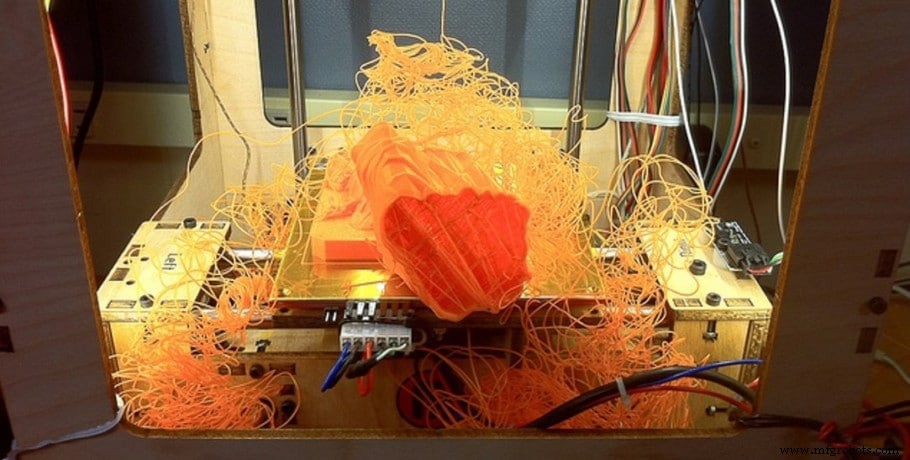
穿线
当挤出机通过开放空间移动到新位置进行打印时,一些细丝可能会从喷嘴中渗出并附着在打印对象上。这个问题被称为穿线,使您的印刷品看起来像有蜘蛛网。为防止拉丝,请降低打印温度并确认您有适当的回缩设置(全文)。
图层移动
层移位是 3D 打印中的错误,打印机发生故障并错位层。图层之间的位置不正确,这可能会逐渐发生,也可能是一次大位移。这可能是由于速度过快以及机械或电气问题造成的。
过热
过热是 3D 打印中的一个问题,其中灯丝在高温下被挤出,因此无法及时冷却并保持所需的形状。过热可以通过适当的打印温度和层风扇来修复。
象脚
大象的脚描述了 3D 打印的缺陷,即 3D 打印物体的第一层略大于其他层。有时,如果第一层没有完全冷却,上层的重量会产生足够的压力使第一层膨胀。可以通过调平打印床、降低加热床温度或在模型中添加木筏来固定大象的脚(相关文章)。
3D 打印技术
立体光刻 (SLA)
立体光固化成型 (SLA) 是一种流行的 3D 打印技术。该技术使用激光以逐层方法硬化感光树脂。 SLA 是最精确的 3D 打印方法之一,因为它提供了高质量的细节、严格的尺寸公差和光滑的表面光洁度。缺点是 SLA 通常较慢,树脂易碎,组件昂贵。对于更强的打印效果,建议进行后处理 UV 固化(相关文章)。
数字光处理 (DLP)
数字光处理 (DLP) 是一种 3D 打印技术,它利用专用投影仪屏幕的光来固化感光树脂。 DLP 一次创建整个层,这使其比 SLA 更快。为了获得所需的形状,位于光源和树脂之间的数字微镜器件 (DMD) 引导光线并创建层的图案。
熔融沉积建模 (FDM)
熔融沉积成型 (FDM) 是最流行的增材制造方法。它涉及为 3D 打印机提供热塑性灯丝,该灯丝被加热超过其玻璃化转变温度。然后,熔化的长丝在打印床上以逐层的方式被挤出。 FDM 打印机比树脂打印机便宜,并且可以使用多种材料进行打印(相关文章)。
选择性激光烧结 (SLS)
选择性激光烧结 (SLS) 是一种快速增材制造方法。该技术通过烧结精细的聚合物粉末颗粒来创建 3D 对象。在辊子将一层薄薄的粉末散布在打印床上之后,激光加热材料并将其融合在一起。当一层完成打印后,降低打印床并放下另一层粉末以继续该过程。这种方法不需要支撑,因为粉末本身就是支撑。打印完成后,您需要从模型中去除未烧结的粉末。
选择性激光熔化 (SLM)
选择性激光熔化 (SLM) 是另一种快速增材制造技术。在 SLM 中,使用激光将金属粉末熔化并熔合在一起。滚筒将金属粉末散布在打印床上,当激光完成打印层时,打印床降低并重复该过程。与 SLS 不同,SLM 需要支撑悬垂物,因为材料更重。
电子束熔炼 (EBM)
电子束熔化 (EBM) 是一种用于打印金属零件的增材制造技术。打印过程在真空室中进行,高能电子束在真空室中熔化金属粉末,一层一层地制造出所需的零件。这种技术速度非常快,可以构建复杂且高抗性的物体。 EBM机器和材料价格昂贵,因此这项技术主要用于高价值行业。
层压物体制造 (LOM)
层压物体制造 (LOM) 是一种快速的增材制造工艺,它使用纸张、塑料或金属层压板来创建模型。材料通过加热和压力依次粘合在一起,并用激光切割机切割出所需形状的物体。
3D 打印软件
流行的 3D 打印 CAD 软件
搅拌机
Blender 是免费的开源软件,支持整个 3D 管道。这是一个令人惊叹的艺术设计程序,您更关心逼真形式的自然外观而不是尺寸精度。由于它是开源 Python,开发人员可以使用 Blender 的 API 来创建自己的工具(完整评论)。
ZBrush
ZBrush 是数字雕刻之王,因为它拥有大量精致的雕刻笔刷选择。该软件可以处理非常多的多边形数量,使设计人员能够创建非常详细的模型。需要付费订阅才能使用该程序(完整审核)。
SketchUp
SketchUp 是一款基于浏览器的 3D 计算机辅助设计软件,有免费版和付费版。对于对建筑和室内设计感兴趣的初学者来说,它是一款很棒的软件,因为它是在 3D 设计领域入门的最简单的 3D CAD 建模程序之一(完整评论)。
Fusion360
Fusion360 是一款基于云的 3D CAD 软件,用于产品设计和制造。它最适合用于精确建模,这就是为什么它非常适合需要精确公差和特定角度的功能性 3D 打印。专业用途需要付费订阅,但个人需要免费(全面审核)。
FreeCAD
FreeCAD 是一款免费的开源 3D 参数化建模软件。该程序旨在用于设计用于机械目的的模型,例如精确的替换零件和精心设计的技术对象。由于 FreeCAD 是完全参数化的,因此不建议对有机形状进行建模(全面审查)。
SolidWorks
SolidWorks 是一种流行的计算机辅助设计软件,被认为是工程的行业标准。它专注于参数化设计,因此有机建模对于该程序不是很实用。 SolidWorks 主要是为构建集成机构和装配体的机械对象而开发的。使用此软件需要付费许可证(完整审查)。
Tinkercad
Tinkercad 是免费的基于浏览器的 3D 设计软件。它是向孩子们介绍 3D 建模奇迹的绝佳工具,因为它很容易获得基本概念。在 Tinkercad 中,您使用预设的形状目录进行设计,这限制了您的选择,但您仍然可以使用它们制作一些令人惊叹的模型(完整审查)。
流行的 3D 打印切片机
库拉
Cura 是一款非常流行的免费开源切片应用程序,适用于 3D 打印机。对于初学者和专家来说,这是一个简单易用的切片器。初学者很快就会发现使用该软件是多么容易,它具有友好、清晰的界面和推荐的预设设置。对于专家,您可以调整 400 多种设置以获得所需的结果(查看切片器比较)。
简化3D
Simplify3D 是一个付费的 3D 切片程序。由于其成本,它主要由专业人士用于商业目的。 Simplify3D 让用户有机会使用多个流程。您可以为打印床上的不同对象设置不同的参数,甚至为同一模型设置不同的层高。此外,Simplify3D 是一个快速切片器,可以导入大量文件并立即显示(查看切片器比较)。
KISSlicer
KISSlicer 是一款适用于 3D 打印机的切片应用程序,有免费版和付费版。大多数制造商会发现免费版本可以满足他们的需求,但有些制造商可能希望在 Pro 版本中找到更高级的设置,例如双挤压选项。这款切片机易于使用,但具有许多用于高质量打印的高级切片功能。
Slic3r
Slic3r 是一款出色的免费开源切片软件,适用于 3D 打印机。这个切片器更适合专家,因为它有太多的设置和实验功能。 Slic3r 是一个全能的程序,可以捡起你扔给它的任何东西,它甚至可以用于 SLA 打印。
八字打印
OctoPrint 是一个免费的开源远程 3D 打印机控制器应用程序。使用支持 WiFi 的设备(如 Raspberry Pi)连接到 3D 打印机,您可以通过网络浏览器或手持设备完全控制您的打印。此外,由于集成了 CuraEngine,OctoPrint 可以对 STls 文件进行切片。
PrusaSlicer
PrusaSlicer 是一个基于 Slic3r 的免费开源软件。该程序提供了三种使用模式,初学者、高级和专家。这些模式与清晰简单的用户界面相结合,使软件易于使用。这款功能丰富的软件可用于 FDM 和树脂打印机(查看切片机比较)。
文件格式

STL
STL 是 3D 打印中最常用的文件格式。建模过程完成后,对象将保存为 STL 文件,该文件将有关 3D 模型的信息存储为镶嵌三角形的网格。
大多数 3D 打印机无法直接解释 STL,因此在打印之前将文件转换为 G 代码。 STL 文件仅包含有关 3D 模型的表面几何形状的信息。没有关于颜色、纹理的信息,也没有检查可能导致错误的对象的几何稳定性。
G代码
3D 打印机(和大多数 CNC 机器)读取 G 代码以获取有关如何打印模型的说明。 G 代码按顺序提供 3D 打印机将执行的所有命令(挤压运动、温度、风扇、速度等)以打印所需的模型。
OBJ
OBJ 是另一种流行的文件格式,用于在建模过程结束时保存项目。 OBJ 可以存储模型的表面几何形状、颜色和纹理。使用 OBJ,您可以获得更平滑的表面,因为它可以使用不同类型的多边形。
AMF
AMF 旨在取代 STL 作为 3D 打印中的主要文件格式。 AMF 旨在提高速度,对文件规范(如表面几何、颜色、材料和方向)提供原生支持。然而,AMF 在 3D 打印行业并未得到普遍支持。
3MF
3MF 是一种用于增材制造的开源文件格式,在 3D 打印行业中越来越受欢迎。 3MF 非常准确,除了有关模型的所有相关信息(表面几何、颜色和纹理)之外,还可以存储切片器设置等制造数据。这些文件通常没有错误并且可以打印。
VRML 和 X3D
VRML 及其后继 X3D 是用于表示网络上的 3D 交互式世界对象的标准文件格式。可以在这些文件中指定表面几何形状、颜色和纹理。有些切片器可以直接读取这些文件格式。
DWG
DWG(绘图)是一种专有的二进制文件格式,包含有关 CAD 项目的所有数据。 DWG 是多种 CAD 软件的原生格式,主要由工程师、设计师和建筑师使用。
F3D
F3D 是 Fusion360 用于存储模型、设计和资产的本地档案的原生文件格式。
DXF
DXF 是 Autodesk 开发的一种 CAD 数据文件格式。创建 DXF 是为了实现 AutoCAD 和其他软件之间的数据互操作性。
步骤
STEP 文件格式用于所有 CAD 程序之间的互操作性。这种开源文件格式可以精确描述任何采用 3D 几何 (NURBS) 数学表示的形状。
SAT
SAT 文件以标准文本文件格式存储 3D 几何数据。该格式受到许多 3D CAD 软件的支持,因此可用于互操作性,并以 Spatial 的 ACIS 实体建模格式保存。
X3G
X3G 是 MakerBot 开发的一种刀具路径文件格式。它是一种简化且高效的 G 代码替代方案,更易于 MakerBot 打印机处理。
查看我们的推荐产品部分

我们创建了一个推荐产品部分,可以让您消除猜测并减少研究打印机、灯丝或升级所花费的时间,因为我们知道这可能是一项非常艰巨的任务,而且通常会导致很多混乱.
我们只选择了少数我们认为对初学者、中级甚至专家都有好处的 3D 打印机,使决策更容易,并且列出的灯丝和升级都经过了我们的测试和精心挑选,因此您知道您选择的任何一个都会按预期工作。
3D打印