

弯曲不锈钢管:有效的工艺和首要考虑因素

不锈钢是制造业中最受欢迎的材料之一。这使得弯曲不锈钢管成为制造各种应用金属零件的标准成型工艺。工程师和设计师将其视为系统管道和管道的一部分的主要操作。
但是,需要正确了解如何弯曲钢管。一些高端不锈钢材料现已成为主流,这加剧了它们的加工挑战。因此,了解如何进行折弯加工至关重要。
在本文中,我们将讨论弯曲钢管的最有效方法。我们还将指导您充分利用流程。
的基础与挑战 弯曲不锈钢管
使用钢材进行定制原型设计可能会很棘手。它是一种坚硬的材料。然而,它是一种延展性和延展性的材料。它很容易通过各种加工工艺制成多种形状。不锈钢管弯曲是一种有助于将管材塑造成几种有价值的配置的工艺。
尽管可以将不锈钢弯曲成不同的形状,但该过程可能需要对专用工具施加相当大的直接压力。当我们谈论弯曲高端不锈钢材料时,注意力转向增加的弯曲难度。难度通常取决于油管的厚度。
厚壁管通常需要更大的力才能弯曲。此外,特定尺寸和形状的管子可能需要一套弯曲设备。回弹发生的可能性也对不锈钢管的弯曲提出了重大挑战。
如何弯曲不锈钢管
处理不锈钢管是相当困难的。然而,一些技术可以帮助简化这个过程。本节将讨论如何使用最有效的方法弯曲不锈钢管。
芯管弯管
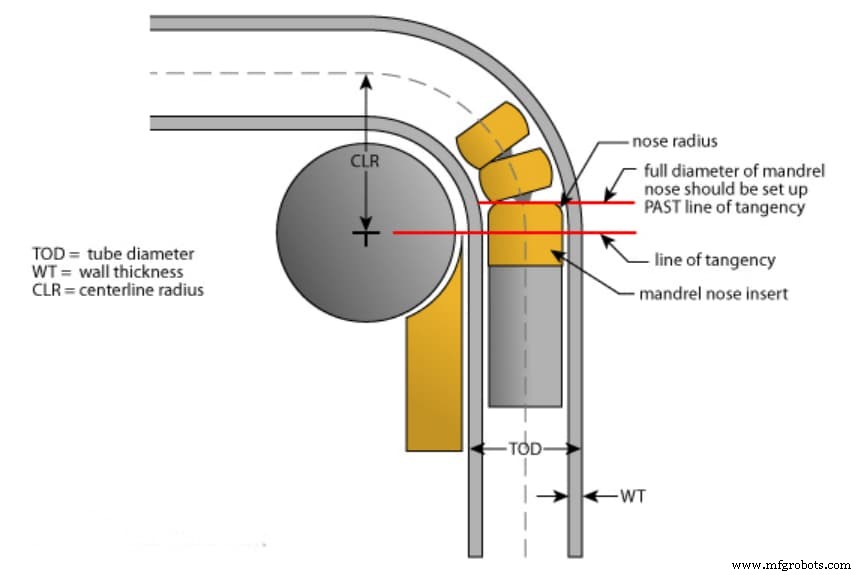
金属管的心轴弯曲通常在旋转拉管弯曲机上完成。心轴是放置在管子内的工具,以确保其形状在弯曲时保持完整。心轴可能带有额外的球形钢,以确保它们在弯曲过程中保持在弯曲的弯曲部分内。
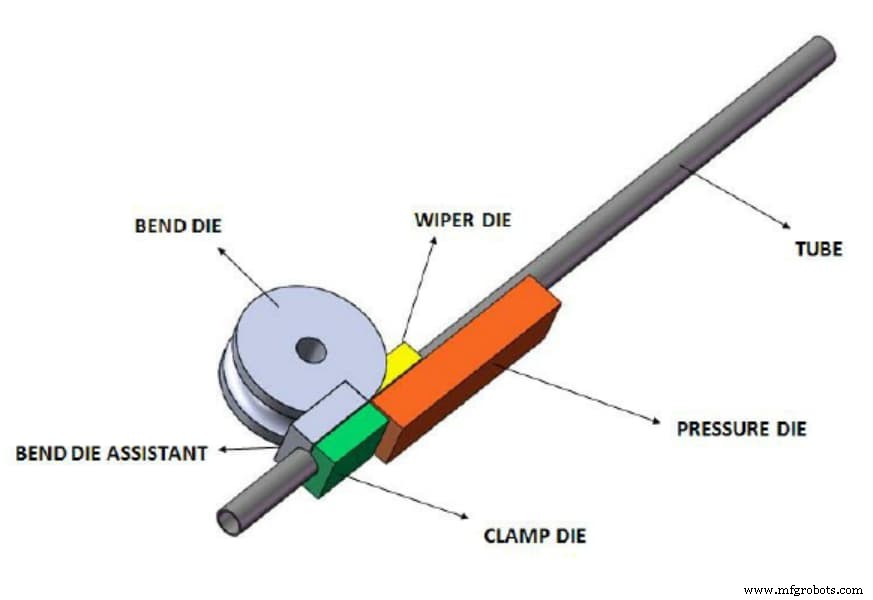
心轴弯管的设置包括:
- 压模 – 该模具固定桶的切线(或直线部分)。
- 夹模 – 围绕弯模旋转钢管。
- 心轴 – 支撑弯头周围的油管内部,并可能带有一些铰接球。
- 雨刷模具 – 在内半径切点之前接触管子,擦拭工件以防止内半径起皱。
心轴弯管在不锈钢弯管领域占据主导地位,尤其是在具有小半径的应用中。当您想到如何将不锈钢管弯曲成半径时,您应该选择芯棒弯曲。这是因为该方法可以最大限度地控制椭圆度和壁厚。
在内径 (ID) 中使用心轴有助于在弯曲过程中支持材料的流动。同样,压模支撑外径 (OD)。这些元素结合起来控制整个弯曲过程中的管外径和内径。心轴管弯曲有助于防止最常见的弯曲问题,最重要的是回弹。它还可以防止皱纹、变平和扭结。
三辊折弯
对于较大的工件,滚弯或角弯是一种有效的工艺。它通常涉及放置在金字塔状位置的三个轧辊,具有垂直或水平铣削方向,具体取决于截面的大小。辊子移动,因此它们可以产生大的,通常是特定的半径。
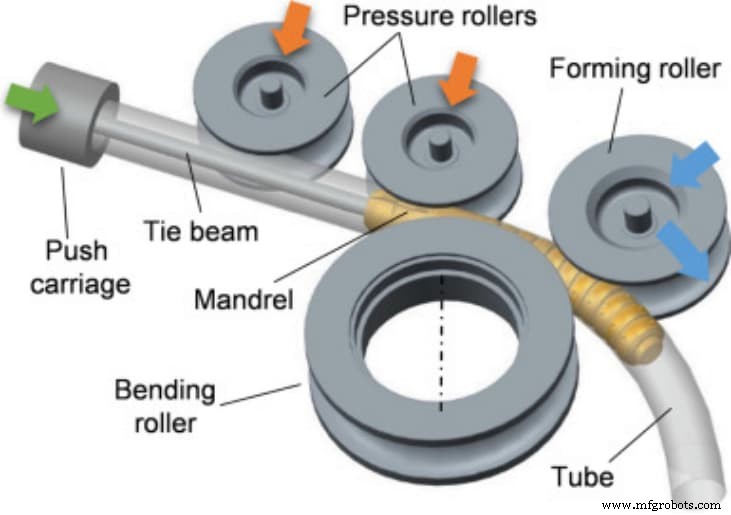
机器确定哪些卷移动到哪一侧。中间辊的位置决定了管子或管道的半径。在某些机器上,上辊可能会上下移动以提供所需的角度。在其他机器上,两个下辊移动,而上辊保持静止。
制造商使用滚弯来生产螺旋。操作员可以通过在旋转后提升管子来生产连续线圈。在这种情况下,工件应具有较大的半径和一直径的节距。但是,如果它有更大的线圈节距,则需要额外的滚动。该辊有助于在线圈成型过程中将管子向外引导。
绘制弯曲
这种方法类似于心轴弯管工艺,只是没有心轴。它提高了管件的精度,以实现无变形的复杂混合。在这种方法中,机器是用夹子支撑的。
夹具允许将管子拉向与管子具有相似半径的形状。根据这一原理,拉弯有助于在管子上获得锐角弯曲,同时保持高水平的精度和一致性。
制造商经常在结构框架和机器上使用的油管零件上使用旋转拉弯方法。典型例子有防滚架、自行车车把、栏杆等。
压缩弯曲
弯曲不锈钢管的另一种有效方法是压缩弯曲。该方法使用压缩模具围绕固定弯曲模具弯曲材料。该系统包括在后切点后面的管子的初始夹紧。在此之后,压模有助于将工件“压”在折弯模上。
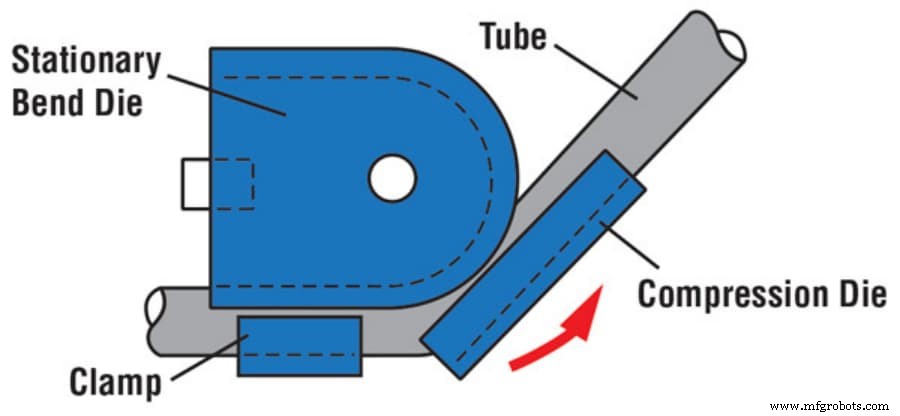
压缩管弯曲最适合对称工件。这些是两侧具有相同弯曲的管子。这些管子的弯曲发生在具有两个弯曲头的机器上的一个设置中。因此,当弯曲的圆度不是最关键的考虑因素时,您可能需要选择此方法。
当旨在以更低的成本获得更高的产量时,压缩弯曲是速度和经济性的理想选择。但是,对于中心线半径 (CLR) 小于弯曲直径两倍的管,我们不建议使用这种方法。也就是说,对于 1 英寸的弯管,您需要至少 2 英寸的中心线才能获得所需的弯曲质量。
担心其他钣金上的其他弯曲技术?阅读:如何弯曲钣金。您是否需要生产弯曲不锈钢管,RapidDirect 是您的。只需上传您的设计文件即可。
考虑因素 弯曲不锈钢管
在思考如何弯曲钢管时,必须考虑一些结构上的考虑和因素。最重要的包括:
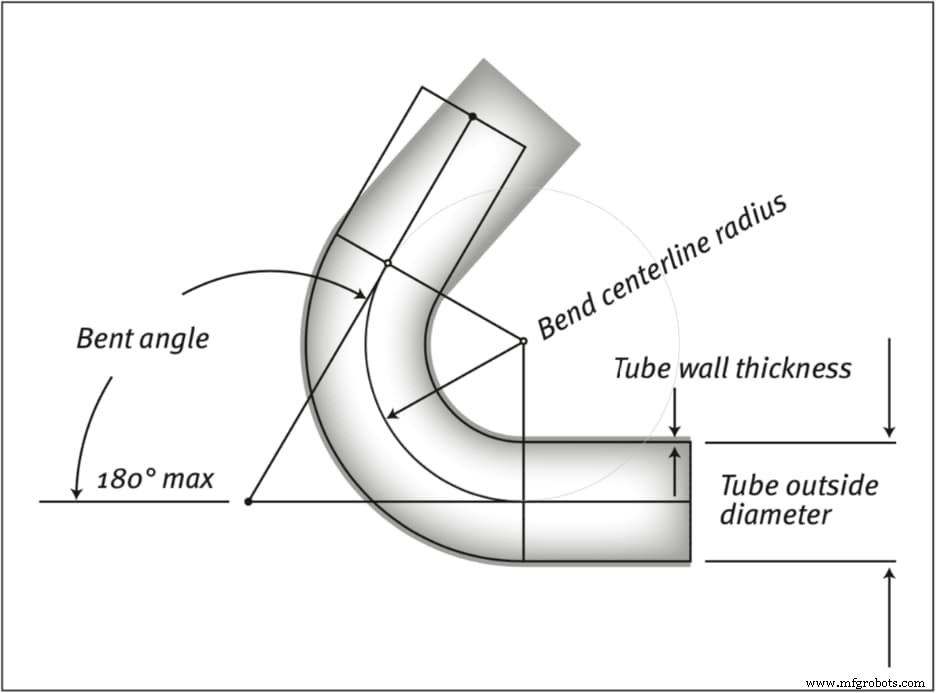
弯曲半径
弯曲钢管通常需要您达到一个紧凑的半径。在大多数情况下,弯曲外壁的变薄通常会导致弯曲变形。使用心轴支撑有助于防止这种情况发生。这意味着在这种情况下,心轴管弯曲是最可靠的方法。
有时,实现小半径可能会导致钢材超出其弹性极限。这通常会导致变形,如皱纹和驼峰。在这种情况下,三辊弯曲或旋转拉弯是可取的方法。
此外,更小的弯曲半径通常需要您更仔细地施力。根据管的内径和厚度,180 度弯曲可能是可行的。但是,可能需要更宽的“U”形来保持结构完整性和内部形状。
屈服强度
不锈钢管弯曲的另一个重要考虑因素是屈服强度。这是钢材的特性之一,可能会产生回弹。具有较高屈服强度的材料将具有较大的弹性与塑性应变比。与屈服强度较低的材料相比,此类材料还会表现出更多的回弹。
因此,在弯曲之前确定钢材的屈服强度至关重要。每个弯曲都会产生合理的应变。因此,应根据预期的具体应变量来考虑屈服强度。
材料厚度
在弯曲不锈钢管时,材料厚度的变化是一个巨大的挑战。当制造商试图达到特定的弯曲公差时,它尤其会产生重大影响。各种不锈钢的规格经常被称为平均值。然而,实际材料厚度在现实中属于特定范围。
因此,厚度的轻微变化会在一定程度上显着影响弯曲角度。这通常会影响结果,尤其是当您需要严格的公差时。必须知道,在定制管材制造过程中,某些材料可能需要比其他材料更大的弯曲力。较厚的不锈钢等级需要更大的力。
围绕给定半径弯曲较厚材料所涉及的应变高于围绕相同半径弯曲较薄材料的应变。壁越厚,管子可以承受的压力就越高。同样,壁薄的管子在弯曲过程中更容易塌陷。
因此,建议正确设置弯曲力以防止不一致和材料变形。您必须选择合适的工艺并适当地设置机器。
焊接管与无缝管
无缝管和焊接管都可以弯曲。但是,如果所需的半径很紧,无缝管通常会更好地弯曲。另一方面,焊接管的较薄壁使其可用于较大直径的应用。焊管的接缝可能会干扰弯曲的一致性。这是由于管子上形成的应力集中点造成的。
应力集中使焊接管的工作压力比无缝管低 20%。我们也不能忽视焊接成型不当的可能性,导致管子不是完美的圆形。这会妨碍焊接管的正确弯曲。
不锈钢管弯曲半径图表
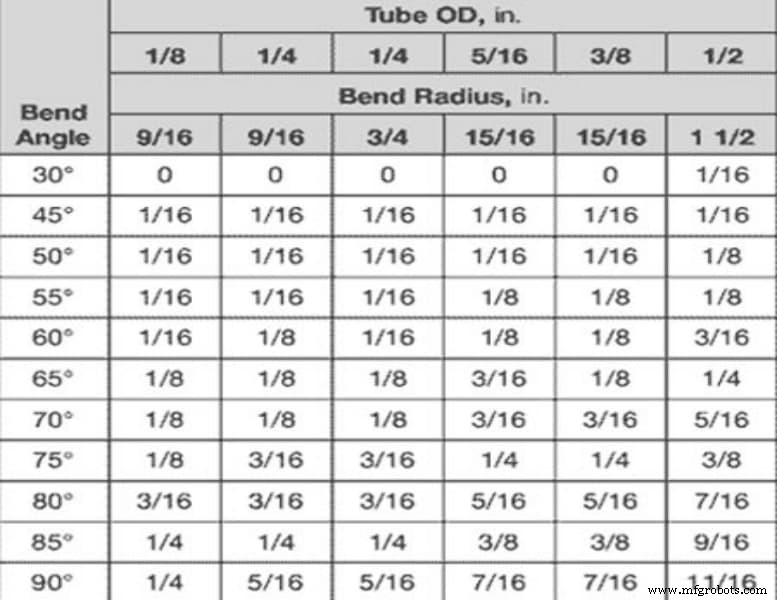
管的弯曲半径是测量到管中心线的半径。弯曲半径工具通常会有所不同,具体取决于弯管机。但是,最常见的通常符合特定的经验法则。
标准拉伸弯曲半径为 2 x D
这意味着外径为 20 毫米的管子需要 40 毫米的弯曲半径。像 ½ x D 这样更小的弯曲半径是可能的。但是,获得低于 2 x D 的任何东西通常成本更高。
最小滚动弯曲半径为 7 x D
材料特性和壁厚影响最小轧辊弯曲半径。因此,坚持 7 x D 准则在技术上是安全的。还建议允许较大的弯曲半径公差。
不锈钢管的应用
由于易于组装,不锈钢管是一种多功能材料,可用于多个行业。它还可以承受高温和高压等极端条件。这是不锈钢的特性之一,使其可用于特定行业。

例如,汽车行业的 CNC 加工使用不锈钢管材制造高质量的消音器。这是因为它们可以承受通过它们的极端压力。它还用于医疗设备、太阳能电池板框架、工业设备和电线。将钢管成型为各种形状和厚度的能力使它们更加有用。
您会发现适用于多种家庭应用的不锈钢管材产品,包括电器、供暖、供水和管道系统。几乎没有一个行业不使用这种多功能材料,包括航空航天、汽车、技术、电气、建筑以及食品和饮料行业。
创新者每天都在不断寻找不锈钢管的新用途,同时将它们融入生活的方方面面。
那么,钢管弯曲是否适合您的应用?
如前所述,钢管可用于不同行业的不同应用。此外,精密机器和现代方法的可用性使弯管更加精确。因此,选择合适的材料、工艺和工具将为您的应用提供完美的弯曲效果。
如果您愿意学习更具成本效益的方法并获得适当的钢管弯曲指导,那么 RapidDirect 的 CNC 加工服务就是为您服务!我们还提供您在其他地方永远无法获得的定制管制造和制造服务。我们的专家团队以具有竞争力的价格提供快速原型制作服务。
那不是全部。我们的专家团队为您的设计提供专业建议。然后我们帮助您制造高质量和理想的钢管。我们提供您始终可以信赖的质量保证。立即上传您的 CAD 文件并获得即时报价。
常见问题解答
弯曲不锈钢管有多难?
由于材料的硬度,钢管弯曲可能非常困难。但是,选择具有适当工艺和工具知识的制造商有助于使工艺更加无缝。
心轴管弯曲比滚弯更好吗?
您选择的方法取决于您的弯曲要求。心轴弯曲优选用于具有更小半径的弯曲操作,以防止变平、起皱和扭结。另一方面,滚弯适用于弯曲半径较大的较薄管材。
不锈钢管有哪些应用?
许多行业将不锈钢管用于各种应用。它们用于家用电器、汽车和航空航天部件、电子设备、管道系统、医疗设备等等。
工业技术