

钢琴
背景
钢琴可能是所有乐器中最著名和最受欢迎的。它还拥有所有乐器中最广泛的范围,因此可以在它上面创作所有其他乐器的音乐。它可以独奏,但大多数其他乐器,包括人声,都使用钢琴进行伴奏。从技术上讲,钢琴也可能是最复杂的乐器,有 2,500 多个零件。
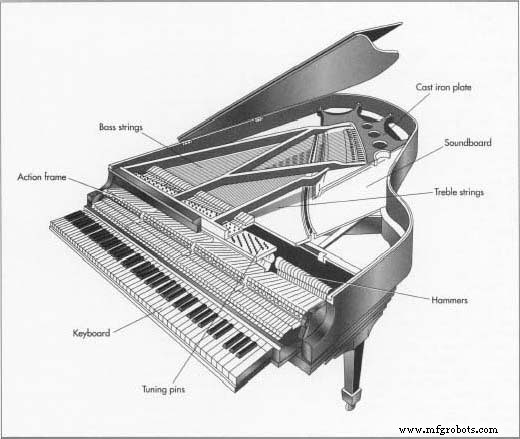
钢琴是一种弦乐器。它的许多部分被组织成三角钢琴或立式钢琴的五个一般结构和机械区域。它们是:翼形三角钢琴的外壳(或立式或立式钢琴的箱体);音板以及作为其组成部分的肋骨和琴桥;铸铁板;字符串;以及,统称琴键、锤子和钢琴动作或机制。外壳有许多用于连接腿和调音销的结构部件,但可能最重要的是将安装琴键和钢琴键的边缘和键床或架子。音板放大琴弦的振动,这些振动通过琴桥传输。
铸铁板安装在音板和销块(外壳的一部分)上,它提供了在张力下固定琴弦的强度。机头螺栓和周边螺栓将板固定在箱体的支架和内缘上。钢琴的 220 至 240 根琴弦连接到沿铸铁板弯曲边缘的连接销和横跨钢琴正面的调音销,大致平行于键盘。钢琴的动作更加复杂,包括琴键、锤子和机构或动作。
钢琴的名称通常表明它们的尺寸。三角钢琴(翼形)钢琴的长度范围为 4 英尺 7 英寸至 9 英尺 6 英寸(1.4-2.9 米),从键盘前端到弯管末端。 “婴儿”三角钢琴的长度为 5 ft-S ft 2 in (1.52-1.57 m);较小的三角钢琴被称为“公寓大小”。较大的尺寸是中型三角钢琴和音乐会三角钢琴。自 1935 年以来,现代立式钢琴设计几乎没有变化。立式钢琴的高度范围为 36-52 英寸(91-132 厘米),宽度和深度的变化很小。从最小到最大的五种标准尺寸是spinet、consolette、控制台、工作室和专业钢琴。钢琴经常被选择用于外观,大多数家具风格和饰面都提供橱柜。
历史
钢琴的祖先是最早的弦乐器。拨弦、敲弦和弓弦在所有古代文明中都是众所周知的。在圣经的创世记中提到了竖琴。 saltery 是一种古老的箱式乐器,用拨片拨动琴弦。琴键被添加到弦乐器上,形成了以大键琴为主导的乐器家族,但琴键是用来拨弦的,大键琴是 17 世纪最流行的乐器。一个平行的发展是扬琴,另一个带有弦乐的弦箱。琴键和琴弦在击键乐器中配对,直接导致了钢琴或古钢琴的发明。
Bartolomeo de Francesco Cristofori 在意大利帕多瓦制作大键琴。他被认为是在 1700 年发明了钢琴。克里斯托福里的钢琴有锤子,锤子在被连接锤子和琴键的动作部件移动后,通过动量下落来敲击琴弦。琴槌由后挡板或琴槌挡板卡住,以防止它们在初次敲击后在琴弦上上下弹跳。与大键琴不同,这种方法允许琴弦继续振动并发出声音,并且可以大声或轻柔地敲击它们。法国斯特拉斯堡的约翰·安德烈亚斯·西尔伯曼 (Johann Andreas Silbermann) 继续 Cristofori 对钢琴的兴趣,在腓特烈大帝购买了几架后,这种乐器在德国开始流行。约翰·塞巴斯蒂安·巴赫 (Johann Sebastian Bach) 于 1747 年批准了它。
到 18 世纪末,钢琴在重要性上已经取代了大键琴。橱柜制造商为他们建造了漂亮的箱子。方形钢琴建于本世纪中叶,更多的音乐家开始为钢琴创作特定的音乐,而不是借用大键琴曲调。钢琴制造始于 1775 年的美国,琴槌设计和演奏机制或动作的改变提高了乐器的声音和响应能力。巴黎的让·亨利·帕佩 (Jean Henri Pape) 在他有生之年 (1789-1875) 获得了 137 项钢琴改进专利。在英国,约翰·布罗德伍德开发了制造钢琴并降低成本的机器。
从 1825 年到 1851 年,在欧洲和美国获得了 1,000 多项专利的改进持续进行,这些钢琴更坚固、更灵巧,具有更好的控制和重复运动。到 19 世纪中叶,现代钢琴的出现是基于铸铁板的发展,通过在高音上扇动低音弦来增强结构强度和交叉弦。到 1870 年,Steinway &Sons 开发了这种称为超弦音阶的扇形方法,使琴弦在音板中心最紧密地交叉,从而产生最佳声音。
 1915 年 Sears Roebuck 目录中的 Beckwith 演奏者钢琴的广告。 (来自亨利福特博物馆和格林菲尔德村的收藏。)
1915 年 Sears Roebuck 目录中的 Beckwith 演奏者钢琴的广告。 (来自亨利福特博物馆和格林菲尔德村的收藏。)
二十世纪初,自动演奏钢琴大受欢迎,让人们在家中感受艺术并创作音乐,而无需投入无休止的练习时间。配备内置播放器机制的钢琴由脚踏板或电启动,并使用穿孔纸卷演奏各种音乐。
制造商宣传他们的自动钢琴是很好的家庭娱乐和文化丰富的来源。到 1920 年代末,热切的公众热情响应,购买了超过 200 万架钢琴。父母希望钢琴能让他们的孩子对获得音乐技能感兴趣——尽管它们往往会产生相反的效果,因为正如一位制造商所描述的那样,自动钢琴提供了“无需练习的完美”。
经销商提供适合各种年龄组、音乐品味和兴趣的乐谱。年轻人随着最新的曲调一起唱歌,而音乐版本的童谣让蹒跚学步的孩子们着迷。古典音乐爱好者聆听奏鸣曲或歌剧旋律。许多希腊、意大利和波兰裔美国人购买了以他们的母语印刷的歌词。
投币式自动钢琴在酒店、舞厅和餐馆老板中很受欢迎,他们购买它们是为了给顾客小夜曲并增加利润。这些钢琴配有可演奏多种曲调的卷轴,一滴硬币就可以演奏出音乐。顾客们滑过舞池跳华尔兹和狐步舞,在餐馆里随着流行的旋律进餐,或者在地下酒吧里喝着快节奏的曲调。
然而,随着留声机和收音机对休闲时间和娱乐资金的激烈竞争,对演奏钢琴的热情在 1920 年代后期开始减弱。
珍妮·海德·米勒
C. F. Theodore Steinway 还为表壳开发了连续弯曲边缘,利用长木纤维的声学特性增强了声音传输。这些改进适用于所有风格的钢琴,包括三角钢琴、立式钢琴和方形钢琴。到 1911 年,美国共有 301 名钢琴制造商。产量在 1920 年代达到顶峰,但由于 1930 年代的大萧条而大幅下降。今天,美国约有15家钢琴制造商,日本是世界上最大的钢琴生产国。
自 1800 年代后期以来,钢琴的设计并没有发生明显变化,尽管制造商可能会使用不同的材料或制造过程。三角钢琴的制造过程如下所述;立式或立式钢琴的制造和操作方法存在一些差异,尤其是琴槌敲击琴弦的角度。
原材料
钢琴由最优质的材料制成,不仅是为了外观,而且是为了出色的声音制作。枫木的长纤维坚固且柔软,可用于构建轮辋,但需要云杉的长纤维来增强支架的强度。制作其他部分的图案也需要木材。金属用于各种零件,包括铸铁板。铸造模具需要砂。通过使用添加剂和粘合剂,如膨润土(一种粘土)和煤粉,可以改变沙子的特性。用于铸件的铁水由生铁加一些钢和废铁制成以增加强度。琴弦由在专业钢琴弦厂制造的高强度钢丝制成。
设计
钢琴是由受过专门训练和教育的工程师设计的,称为音阶工程师。音阶工程师选择材料,创建设计和规格,并开发钢琴部件的相互作用。也许设计中最重要的方面与钢琴的结构强度有关。大约 160-200 磅/平方英寸(11.2-14 千克/平方厘米)的张力施加在钢琴的 220 根或更多琴弦上。钢琴必须表现良好,但也必须随着时间的推移保持稳定,因为不断变化的条件会对钢琴中的许多材料产生不同的影响。
铸铁板必须支撑弦秤的张力,很少覆盖音板;它必须具有最大质量以获得强度,但必须具有最小质量以获得音质。它的形状对于钢琴的设计来说是独一无二的,因为它符合琴弦布局、音板上琴桥的位置以及琴弦的路径。因为材料很脆,所以必须在弦施加张力的地方支撑它。弯曲的一侧设计了孔,以防止板在浇注和冷却后因热应力而开裂,这种设计也可以使声音从音板上升起。比例工程师首先绘制一个建议的板,按比例绘制,然后制作木纹;这种设计后来用于制造。
制造
过程
弯曲外壳的边缘
- 1 仍然沿用施坦威的边缘弯曲方法,这是组装三角钢琴的第一步。将多层长纤维枫木粘合在一起并在金属压机中弯曲以形成连续的边缘;内圈和外圈都是这样制作的。每个钢琴轮缘最多由 22 层构成,这些层最长可达 25 英尺(7.62 米)。树脂胶是由机器涂上的,然后这些层被带到压力机上成型。轮辋存放在支架中,以防止它们改变形状。它们在受控的温度和湿度条件下进行调味,直到木材达到特定的水分含量,从而保持其轮廓。然后将弯曲的内缘与其他木质部件装配在一起,包括横块、销块、横撑、键床和后底板。这些被粘合并用销钉固定到位。
- 2 箱体经过精加工以改善声音特性和外观。橱柜用砂纸打磨以便污渍被正确吸收,木材被漂白以平衡单板的外观,然后进行预染色和染色,添加木材填料(有时带有涂层),并涂上第一层密封剂或漆。再次打磨表面,添加特殊釉料(用于仿古或其他效果),然后再涂两层漆,再次打磨,添加特殊装饰,最后使用两层漆。橱柜干燥长达 21 天,然后用手擦拭至最终饰面。
制作结构组件
- 3 钢琴的木质部件(统称为框架)——弹子座和铸铁板——是钢琴上支撑琴弦张力的部件。支架由精选的云杉制成,木板或摔跤板由岩枫粘合层构成。 pinblock 是四分之一锯切或旋转切割,以最大限度地提高纹理结构对调谐销的抓地力。层压层也以不同的角度相互粘合,以便销钉被端粒木包围。 Pinblock 每根弦上有一个孔,或最多 240 个孔,在里面钻。
- 4 铸铁板由钢琴板铸造厂制造。火柴板由工程师设计的木纹金属制成,顶部和底部相匹配。砂模由火柴板制成,用于浇铸火柴板。铁水通过模具浇注并在铸造过程(受控冷却过程)中硬化以生产出重约 600 磅(272.4 千克)的板材。在板冷却并从模具中取出后,用钢砂从板上喷砂。钢板通过高架输送机运送到钻孔室,在那里钻孔用于调谐销、前螺栓、框架螺栓和连接销。接下来插入挂钩;然后通过研磨和钻孔从板上去除铸造缺陷。油也被去除。该板经过手工打磨和摩擦,涂底漆和涂漆。
- 5 在安装过程中,铸铁板悬挂在钢琴上方。板将在钢琴内部和外部多次降低和升高,因为 pinblock 密封边缘,并安装了音板和琴桥。
创建音板
- 6 音板是一块薄薄的云杉板,位于琴弦和铸铁板的下方,并靠在轮辋支架上。它的组成部分是板本身,板底侧的支撑肋,以及两个用于拉伸琴弦的琴桥。音板由厚度为 0.25-0.375 英寸(0.635-0.95 厘米)的云杉制成;它作为一个天然共鸣器,因其重量而坚固,并且由于其重量轻而可以被琴弦振动。云杉先风干,然后窑干至特定水分含量。然后将其切成 2-5 英寸(5.08-12.7 厘米)宽的条带,边缘粘合,然后将条带压在一起并干燥。一个模式被叠加,音板被修剪到三角钢琴的大小。
- 7 音板弯曲以产生正确的声音。该曲线被称为向弦向上拱起的冠部。拱门是通过将轻质云杉或糖松木的肋骨安装到板的下侧而制成的。肋条是从图案上小心地切割下来的,然后使用肋条压力机将肋条准确定位并粘贴到音板上,然后将板压成适当的曲率。肋条沿着木材的纵向纹理切割,并与音板的纵向纹理成直角,以便均匀地传递振动。肋条的末端带有羽毛,然后嵌入钢琴框架的凹槽中,正好支撑着表冠的拱形;钢琴制造商使用特殊图案来引导框架中的这些切割。
- 8 两个音板琴桥将琴弦的振动沿其长度传递到音板。高音弦穿过长琴桥,穿过高音的低音弦穿过短琴桥。琴桥很复杂,因为它们必须与音板的纹理紧密平行,与冠部弯曲,并支撑琴弦,从而对琴桥和音板施加向下的压力。这种压力必须由琴桥的强度和冠部的拱形支撑,否则琴弦的音调会下降。琴桥由实心木块或层压木制成。美国制造的钢琴使用硬枫木,欧洲使用猎鹰木(山毛榉)。叠层琴桥必须与音板垂直放置叠层,否则胶层有阻尼作用。琴桥粘在音板上,并用木螺钉固定在音板上,木螺钉由木头制成的音板按钮固定,就像垫圈一样,可以防止螺钉磨到板子上。桥梁在两者上都有缺口
 钢琴是所有乐器中音域最广的,有 2,500 多个部件。它们被认为属于弦乐器家族,因为钢琴的弦会产生声音,以及打击乐器家族,因为声音是在锤子敲击弦乐时产生的。每根琴弦交叉的两侧,因此琴弦撞击琴桥的一小部分并且很容易振动。销子插入琴桥中,并在销子之间穿入琴弦。
钢琴是所有乐器中音域最广的,有 2,500 多个部件。它们被认为属于弦乐器家族,因为钢琴的弦会产生声音,以及打击乐器家族,因为声音是在锤子敲击弦乐时产生的。每根琴弦交叉的两侧,因此琴弦撞击琴桥的一小部分并且很容易振动。销子插入琴桥中,并在销子之间穿入琴弦。
弦乐和调音
- 9 钢琴弦由专业工厂制造,由碳钢线制成。低音弦也在称为加载弦的过程中用铜绕组缠绕。绕组增加了钢芯弦的重量和厚度,因此它们振动得更慢,并且可以制成适合实际尺寸钢琴的长度;如果没有负载,低音弦必须有 30 英尺(9.14 m)长才能发出声音。高音弦很短,不是用铜线缠绕的,而是三根组合成一个音调。刻度尺用作每根弦的标准,用作每种线的量规并确定需要多少尺寸的弦;最多可以使用 17 种不同直径的线来为一架钢琴串线。钢琴弦需要特别小心和处理,因为它们在成型、切割和加载后是平直的,并且永远不会缠绕在卷上。琴弦上弦后,它们通过金属条和称为 agraffes 的特殊黄铜螺柱固定在调音销附近。其他杆将琴弦正确放置在连接销附近。
- 10 个调音针由钢丝制成。电线被切割成合适的长度,末端用模具成型,然后将销钉装入滚筒中,将粗糙的边缘磨平。滚筒将它们倒空到压机中,在压机上,销子的顶部形成了适合调音锤的赃物。琴弦的孔钻到针脚的铆接端,清除针脚上的金属屑和油,并在针脚上镀镍以防止它们生锈。销钉在调音过程中可以轻松转动,然后它们会受到称为发蓝的受控加热,这会氧化销钉螺纹的外表面(在穿线期间去除镍镀层),因此销钉将夹住木材针座。特殊机器一次将几个销钉穿过铸铁板上的孔,然后插入销钉座,然后用手将它们安装到位。
构造键盘和动作
- 11 键盘、按键和动作框架以及动作由专业制造商制造。按键在一组两个或三个轨道上平衡和枢转,这些轨道上覆盖着毛毡以防止噪音。每个键的导销插入前导轨或头部导轨和中间导轨或平衡导轨。钥匙本身由轻质木材制成,这些木材被切割成一定尺寸并在窑中干燥。键上覆盖着黑色或白色塑料,虽然在过去使用象牙和乌木。塑料键盖被模制以覆盖稍后单独切割的一组键。在底部钻孔以安装导销。 Capstan 螺丝安装在键盘的后边缘延伸到钢琴内部;行动将就这些。钥匙现在被切割成 88 个,侧面经过打磨和抛光。在粘上黑帽之前,黑键也被染成黑色。键与键框重新匹配,类似垫圈的冲孔放置在导销上,键放置在导销上。
- 12 钢琴的音色取决于琴槌的质量。在钢琴的历史上,从麋鹿皮到橡胶的许多材料都被使用过,但今天,锤子上覆盖着具有精确分级密度的优质羊毛毡。毛毡由专家制作,他们首先将精选的羊毛梳理、精梳、折叠并压缩成锥形条状毛毡。最薄的毡用于高音锤,而厚毡用于低音。每个锤头的核心是木模,毛毡和毛毡用树脂粘合到位以覆盖模塑。锤头制成相同尺寸的长条,然后手工或自动化切成单个锤头。整套琴槌安装在钢琴中。钢琴的声音由经过专门训练的调音师(称为发声器)调节。关键行动必须以同样的阻力作出反应。毛毡锤通过贴纸或针头进行修改,重新构造锤头并改变声音。
- 13 添加了最后的部分,包括踏板及其装置、落板或琴键盖、音乐架、铰链和顶盖、支撑凸起盖的顶杆,以及许多其他细节。所有部件都经过精心制作,因此它们紧密贴合,不会发出嘎嘎声或以其他方式影响乐器的声音。
质量控制
钢琴在生产的各个方面没有质量控制就不会存在,因为乐器太敏感并且依赖于许多零件和材料的相互作用。例如,质量始于秤工程师的设计。冶金师检查铁板的金属含量;对其他成分进行化学分析,包括碳、硫、磷和锰。温度也很关键;铁水的温度为 2,750°F (1,510°C),铸造或硬化温度也受到仔细监控。在制造过程中,绳索的弹性、回弹力和拉伸强度也受到类似的控制和测试。
未来
一个世纪以来,钢琴制造过程基本保持不变,但音阶工程师一直在寻找新方法。真空铸造最近已被用于生产无需研磨的光滑表面的铸铁板。
制造工艺