

地毯
背景
地毯是一种纺织地板覆盖物,它与更一般的术语“地毯”不同,它被固定在地板表面并从墙壁延伸到墙壁。最早的民族用兽皮、草或后来的编织芦苇席铺在他们住所的地板上。当人们学会如何纺棉花和羊毛时,这些材料的编织垫在很大程度上取代了早期的覆盖物。大约 3000 B.C. 埃及人将颜色鲜艳的羊毛布片缝在亚麻布上,然后放在地板上。
第一批值得注意的地毯是由游牧民族编织的。厚厚的地毯便于运输,并铺在帐篷住宅的沙地上。早期的织机同样易于运输。两个分叉的树枝通过一个固定悬挂经线的横档连接起来,并用一根木条压平纬线,而松散的经线末端形成了地毯的绒头。 Pazyryk 地毯被记录为最早的手工织机地毯,其历史可以追溯到公元前 500 年 。 并在位于中亚阿尔蒂山脉的一座坟墓中发现。
从这些早期开始,地毯编织在土耳其、伊朗、印度和中国上升为最高的艺术形式。织工以棉、麻或麻为基础,以羊毛或丝绸为豪华绒头,织工将绒头线打结,然后形成一排紧紧打结的结。这个过程非常耗时:一些最好的手工地毯每平方英寸的速度高达 2,400 节(每平方厘米 372 节)。这些古老地毯的绚丽色彩来自天然染料,如茜草、靛蓝、金尼斯塔、禾木和赭石。一些织布工在这些染料中添加明矾以固定颜色,还有一些织布工将黄金和珍贵的珠宝编织到地毯上。
几个世纪以来,欧洲人都急切地收到来自中东的现成地毯,但直到公元 左右,法国进口摩尔人织布工之后,地毯制作本身并没有在欧洲大陆上站稳脚跟。 1300. 到 1600 年,地毯行业协会在 Aubusson 和 Savonnerie 周围蓬勃发展。英国还进口了波斯织布工和法国织布工,到 1700 年,以羊毛闻名的威尔顿和阿克明斯特都成为特许地毯制造城镇。欧洲的地毯制作始于法国和佛兰德斯的“布鲁塞尔编织”。这种编织是通过将纱线放在杆上以形成未切割的环而形成的。威尔顿地毯由刀片切割,刀片取代了布鲁塞尔编织中的杆。 1801 年,Joseph M. Jacquard 发明了一种用于手摇织机的设备,该设备使用穿孔卡片在纺织品中放置多达六种颜色的纱线,从而提高了产量。 1825年,地毯织机采用了这种技术。
美国第一家地毯工厂由威廉斯普拉格于 1791 年在费城建造。他的织机基于英国的发明,可以制造 27 英寸(69 厘米)的滚轮,这些滚轮可以缝在一起制成更大的地毯。到 1800 年,一天可以制作 6-8 码(7-9 m)的地毯。 Erastus Bigelow 于 1825 年在马萨诸塞州克林顿建立了一家工厂,并于 1839 年发明了动力织机,使地毯产量翻了一番。他还在 1877 年发明了第一台阔幅织机。很快,一台织机可以每天生产 75 码 (82 m) 的优质地毯。
 合成纱线以短纤维形式或散装连续长丝形式到达地毯制造商。平均 7 英寸长的短纤维是松散的单股,成捆到达。
合成纱线以短纤维形式或散装连续长丝形式到达地毯制造商。平均 7 英寸长的短纤维是松散的单股,成捆到达。
地毯生产在 20 世纪初发生了巨大变化,在乔治亚州道尔顿由年轻企业家凯瑟琳·埃文斯·怀特纳 (Catherine Evans Whitener) 领导的簇绒床罩生产的爆发开始不吉利。簇绒是将纱线冲入底布中以非常快的速度形成许多未切割的毛圈的过程。第二次世界大战期间,簇绒床罩工厂在道尔顿地区占据主导地位,他们很快也开始生产簇绒地毯。对这些粗制地毯的需求与床罩的需求一样大。起初使用廉价、易得的棉花,然后改用合成纱线,道尔顿地毯制造商的数量增加了,因为他们生产了大量相对容易制作的宽幅簇绒地毯,最终是地毯。地毯曾经是一种奢侈品,现在大多数美国人都买得起了。今天,地毯占所有地板的 72%,簇绒地毯占总产量的 91.5%,道尔顿市占全球地毯产量的 70% 以上。
原材料
地毯由染色绒头纱线组成;纱线被缝在其中的主要背衬;增加地毯强度的辅助背衬;粘合主要和次要背衬的粘合剂;并且,在大多数情况下,地毯下方会放一个垫子,以赋予其更柔软、更奢华的感觉。
如今,97% 的绒头纱线由合成聚合物制成;其余的纱线是羊毛,包括更昂贵的机织地毯。合成材料是塑料,例如尼龙(占所有地毯的 66%)、丙烯酸树脂 (15%)、 聚酯 (小于 15%)和聚丙烯(小于 5%)。这些绒头纱线使用各种有机化合物染色,有时也使用有机金属络合物染色。
主要和次要背衬主要由编织或非织造聚丙烯制成,但一些次要背衬可能仍由黄麻制成,黄麻是一种天然纤维,编织时看起来像粗麻布。用于将背衬粘合在一起的粘合剂几乎普遍是合成橡胶胶乳。最常见的填料是 rebond(粘合聚氨酯),但也可以使用各种形式的合成胶乳、聚氨酯或乙烯基材料。 Rebond 是回收的废聚氨酯,将其切成大小均匀的碎片并压成层状。虽然很少见,但一些地毯缓冲垫是由马毛或黄麻制成的。通常在顶部添加塑料顶片以确保地毯表面光滑。
制造
过程
由于美国的大多数地毯都是簇绒的;早期的地毯编织方法,如威尔顿和阿克明斯特,在下面的叙述中被忽略了。
准备纱线
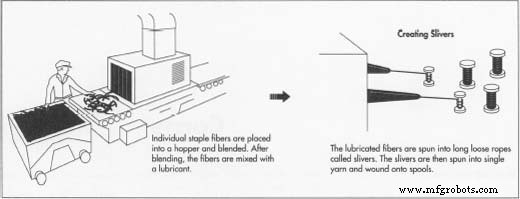
- 1 合成纱线以短纤维形式或散装形式到达地毯制造商
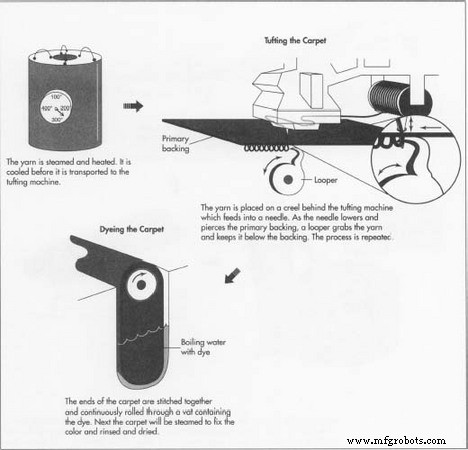 连续长丝形式。平均 7 英寸(18 厘米)长的短纤维是松散的单股,以捆包形式到达。几包在料斗中混合成一批。然后,润滑后,它们被梳理机纺成松散的长绳,称为条子。然后将条子拉直、拉直并纺成单纱,然后缠绕在线轴上。单股短纤维(现在纺成长丝)和散装连续长丝现在必须加捻在一起以形成适合簇绒的更粗的双股纱线。然后对纱线进行蒸汽处理以使其膨松,然后加热到 270-280°F(132-138°C)。这种热定形使纱线通过固定捻度保持其形状。冷却后,这些纱线被缠绕在管子上并输送到簇绒机。
连续长丝形式。平均 7 英寸(18 厘米)长的短纤维是松散的单股,以捆包形式到达。几包在料斗中混合成一批。然后,润滑后,它们被梳理机纺成松散的长绳,称为条子。然后将条子拉直、拉直并纺成单纱,然后缠绕在线轴上。单股短纤维(现在纺成长丝)和散装连续长丝现在必须加捻在一起以形成适合簇绒的更粗的双股纱线。然后对纱线进行蒸汽处理以使其膨松,然后加热到 270-280°F(132-138°C)。这种热定形使纱线通过固定捻度保持其形状。冷却后,这些纱线被缠绕在管子上并输送到簇绒机。
给纱线染色
- 2 大多数地毯在簇绒后染色,但有时先染色纱线。这些方法包括将 500-1,000 磅(227-455 千克)的纤维放入加压桶中
 处理过的染料通过它循环,或将纤维连续通过浴,或将纱线绞股通过一桶染料。纱线也可以放在模板上,然后可以在压力下从模板内部强制加热染料以对纱线着色。另一种方法是让纱线通过印花辊,而另一种方法是将纱线编织到一个模型上,然后在纱线解开之前用染料进行印花。然后将所有染色的纱线蒸、洗和干燥。
处理过的染料通过它循环,或将纤维连续通过浴,或将纱线绞股通过一桶染料。纱线也可以放在模板上,然后可以在压力下从模板内部强制加热染料以对纱线着色。另一种方法是让纱线通过印花辊,而另一种方法是将纱线编织到一个模型上,然后在纱线解开之前用染料进行印花。然后将所有染色的纱线蒸、洗和干燥。
簇绒地毯
- 3 将纱线放在簇绒机后面的筒子架(带扦子的杆)上,然后送入通向簇绒针的尼龙管中。针刺穿主要背衬并将纱线向下推成一个环。光电传感器控制针插入背衬的深度,因此可以控制线圈的高度。当针拉回时,弯针或平钩会抓住并释放纱线环;背衬向前移动,针再次刺穿背衬。为了制作割绒,面向相反方向的弯针配有一把刀,就像一把剪刀,剪断毛圈。这一过程由数百根针(12 英尺 [3.7 毫升宽度] 最多 1,200 根)进行,每分钟进行数百行针迹。因此,一台簇绒机一天可以生产数百平方码的地毯。
给簇绒地毯染色
- 4 对于纯色地毯,将几个标准卷长度的地毯缝在一起形成一个连续的卷,然后将其送入槽中。大桶里装满水,在染料和化学品混合之前先加热。然后将混合物慢慢煮沸并煮四个小时。制作纯色地毯的另一种方法是将几行缝在一起制成一个连续的卷,然后在杆下送入,将颜色渗入绒头。染色后,地毯再蒸固色,洗去多余的颜色,晾干地毯并放在卷筒上。
- 5 为制作各种图案的印花地毯,白色地毯会从筛网下通过,筛网中已切割出所需图案的孔。所需的颜色通过筛网中的孔挤压,然后将地毯推进 36 英寸(91 厘米)到不同的筛网,通过筛网应用不同设计的新颜色。使用此方法最多可以应用八种颜色。
- 6 另一种给印花地毯染色的方法是将其通过压花滚筒下,这些滚筒在设计中具有凸起部分,将颜色压入地毯中。每个气缸为不同的颜色提供不同的设计。染色后,将印花地毯蒸干,洗去多余的染料,然后将地毯烘干并放在卷筒上进入整理部门。
整理地毯
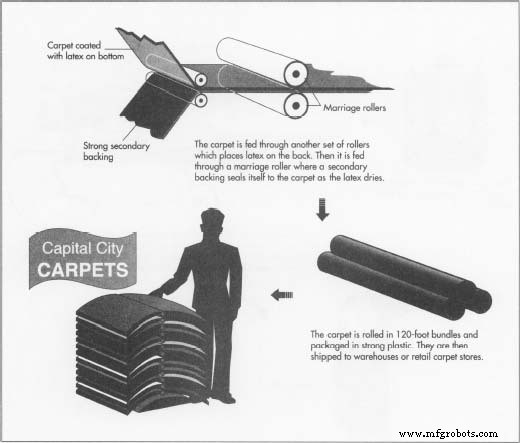
- 7 染色地毯的末端首先缝合在一起,形成一条连续的带子。然后这条皮带在分配器下滚动,在地毯底部涂上一层乳胶。
同时,坚固的辅助背衬也涂有乳胶。然后将这两者滚到结婚滚轮上,将它们形成三明治并将它们密封在一起。
然后将地毯放入烘箱中以固化乳胶。
- 8 然后将完成的地毯蒸、刷、吸尘,并通过一台机器剪掉任何从其均匀表面上升起的毛簇。然后将地毯卷成 120 英尺 (37 m) 长,然后用坚固的塑料包装并运送到地毯制造商的库存仓库或零售地毯商店。
质量控制
检查每块簇绒地毯,看是否缺少任何簇绒。一个人用单针簇绒枪在发现孔的地方射出绒毛。然后检查每块地毯。制造商检查该片是否具有适当的尺寸以及簇高是否具有所需的长度。还测试了静电冲击电位。
大多数州都要求进行可燃性测试。将准备好的 9 × 9 英寸(23 × 23 厘米)试样放置在钢板上,钢板中间有一个直径为 8 英寸(20 厘米)的孔。一颗甲基苯胺药片在中心被点燃。如果八次试验中有七次烧焦的部分没有到达孔的圆周,则地毯通过。另一个重要的测试确定地毯的耐磨性。将地毯样品放入鼓中,并用带有橡胶钉的钢球敲打 20,000 至 50,000 转。测试后,地毯看起来应该很新。为了测试地毯的颜色如何抵抗阳光,模拟阳光的标准光源直接照射样品,然后根据产生可见颜色损失所需的曝光单位数对其进行评级。
绒头纱线的单位面积质量是一项重要的测试,因为绒头密度决定了地毯的手感。首先,合成纱线从地毯上去除,通过物理方式(从底布上撕下)或化学方式(溶解掉)。然后将纱线溶解在溶剂中,然后在烘箱中干燥以除去溶剂。然后对干燥的残留物称重并检查其质量是否符合该类型地毯的规定。每种类型的合成纤维都有自己的配方。尼龙是最常用的合成纱线,溶于盐酸并在 77°F (25°C) 下干燥 15 分钟。
背衬织物和地毯衬垫通过用虎钳拉动直至断裂来测试强度。在簇绒之前和之后都要检查主背衬的强度。还通过确定在多大的力下可以将辅助背衬从主背衬上拉开来测试辅助背衬的分层强度。
质量控制过程的一部分取决于客户,他们必须根据房间内预期的交通量选择具有适当强度和耐用性的地毯,定期吸尘,并至少每年对地毯进行一次专业深度清洁。
制造工艺