

砂纸
背景
尽管最熟悉的涂附磨料类型可能是家庭木工准备家具或工艺品进行绘画的单张砂纸,但贸易术语“涂附磨料”实际上涵盖了更广泛的个人和工业用途产品。虽然这些产品有多种形式,但本质上都是一层附着在柔性背衬上的磨料。除了其最著名的形式外,消费者还可以使用带状、卷状和圆盘状的砂纸。然而,涂附磨具的最大用户是在工业生产的各个阶段使用大型磨具的制造商。例如,涂附磨料在家具和汽车行业都至关重要。
涂附磨具的历史可以追溯到十三世纪,当时中国人使用压碎的贝壳和用天然树胶粘在羊皮纸上的种子。到 1769 年,涂层砂纸在巴黎街头开始销售。 1808 年的一篇文章描述了一种制造涂附磨料的工艺,1835 年,一项美国专利被授予生产涂附磨料的机器。
涂附磨料并不总是一种用途广泛的工具,最初仅限于精加工应用,例如抛光或准备用于喷漆或电镀的表面。通过改进背衬强度和磨料矿物的特性,涂附磨具现在可用于重载应用。今天,涂附磨具的工业用途范围从用涂附磨具手工抛光到用大型机器磨削钢,这些机器使用 300 马力的电动机驱动几英尺宽的皮带。
目前,大约有 40 家公司在美国制造或进口大卷。该行业的规模是有限的,因为它需要在设备、原材料、能源和劳动力方面进行大量投资。越来越多的公司将大卷纸转换成可用的产品,例如磁盘和皮带。
原材料
“砂纸”这个名字实际上是用词不当,因为大多数涂层粘合剂产品既不含沙子也不含纸。通常,它们由某种类型的磨料矿物组成,可以是有机的或合成的;灵活的支持;和粘合剂。可以添加其他材料用于特殊应用。大多数制造大卷涂附磨料的公司从专门生产这些产品的独立公司购买矿物和背衬材料。天然矿物来自开采和加工矿物的公司,合成矿物来自专门从事此类耐火材料的公司,大多数支持来自织物制造商。
磨粒是涂附磨具产品的关键部分,可以是天然矿物或合成矿物。由于其极高的硬度,石榴石或金刚砂(含铁杂质的刚玉)等天然矿物在与木材相关的应用产品中的用途有限,而番红花矿物(天然氧化铁)因其柔软而仅限于用作抛光剂.然而,此类天然矿物仅占磨料市场的不到 1%。金属加工应用仅需要合成矿物,因为此类矿物提供一致的质量,并且可以专门制造为具有与柔性背衬良好粘合的细长结构。
特定涂附磨料产品的使用决定了该产品中将使用的矿物。氧化铝是最常见的磨料,其次是碳化硅。由于碳化硅更硬、更锋利,因此用于涉及玻璃和其他非金属材料的应用。氧化铝是一种更坚韧的磨料,用于通常产生高力的金属加工应用。含有锆刚玉和氧化铝的矿物通常用于需要极其坚固的磨料的地方,例如铸造厂。昂贵且极其坚硬的矿物,例如金刚石或立方氮化硼,仅限于特殊抛光工艺。
磨粒的大小范围从看起来像面粉(2,000 砂砾)的细颗粒到看起来像粒状 糖 的大颗粒 (60 砂砾)。细颗粒用于表面精加工应用,较大颗粒用于成型和材料去除应用。最近在制造具有烟雾中空气颗粒大小的均匀且极小的颗粒磨料方面的发展已经在精细抛光中产生了应用,称为 超精加工。 其他改进包括将精细矿物聚集成小空心球或常规颗粒大小的聚集体的专利技术。这种改进提高了切削能力并延长了涂附磨料产品的使用寿命。
背衬是附着磨料矿物的柔性平台。涂附磨具作为一种多功能制造工具的发展部分归功于背衬材料的改进。如果没有坚固而灵活的背衬,涂附磨具就无法承受粗暴处理或经常用作研磨助剂的液体的影响。
背衬有四种基本材料,每种材料都有独特的属性。纸是最轻的背衬材料,也是最脆弱的。尽管缺乏材料强度限制了纸张在手工应用中的实用性,但它的柔韧性使其非常适合涂附磨料必须紧密贴合工件轮廓的应用。纸背衬的等级随着一令物理重量的增加而增加,重量等级为 A 到 F。除非经过特殊处理,否则纸张不能与水或其他流体一起使用。
由机织纤维制成的背衬的重量越来越大,如 J、X、Y、M 和 H,通常由棉、聚酯或 人造丝制成。 背衬中的编织图案从以 90 度角编织的纤维到以 90 度角覆盖并缝合在一起的纤维不等。不太常见的网状或筛网图案用于潮湿、低压应用所需材料的背衬。纤维背衬由多层树脂浸渍布纤维制成,用于某些干燥、高压应用。薄膜背衬是最近的一项发展,提高了涂附磨具在精密精加工中的有效性。均匀厚的合成薄膜可与特殊的微米级矿物一起使用,以在零件上产生高度反射的表面处理和精确的尺寸。
粘合剂或粘合剂分两层应用于背衬,每一层都有不同的用途。第一层粘合剂,称为 制作涂层, 将研磨矿物固定在背衬上。在涂上第一层粘合剂和纹理后,第二层粘合剂, 胶水, 根据所制造的产品种类,应用不同的厚度。一层薄薄的胶衣使更多的磨料矿物暴露在外,从而生产出更强力切割的产品。更厚的胶衣层覆盖了更多的矿物质,创造了一种切割不那么积极但创造更精细饰面的产品。
制造
过程
在背衬上涂上底漆 1
- 1 典型的砂带源自于制造包含“X”重量棉织物背衬、100 粒度氧化铝和树脂粘合剂的大卷涂附磨料。当底漆涂在背衬材料的一侧时,生产就开始了。
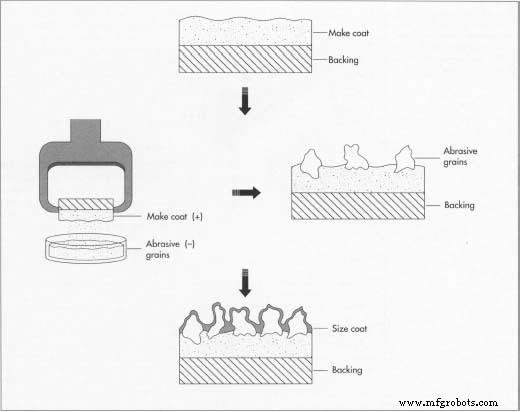 术语“砂纸”用词不当,因为大多数涂附磨料既不含砂也不含纸。取而代之的是,典型的涂附磨料包含棉、聚酯或人造丝的背衬,并在其上涂上一层粘性背衬(底胶)。然后使用静电沉积过程施加磨粒,在该过程中,磨粒被赋予电荷。最后,涂上另一层粘合剂——上胶涂层。
术语“砂纸”用词不当,因为大多数涂附磨料既不含砂也不含纸。取而代之的是,典型的涂附磨料包含棉、聚酯或人造丝的背衬,并在其上涂上一层粘性背衬(底胶)。然后使用静电沉积过程施加磨粒,在该过程中,磨粒被赋予电荷。最后,涂上另一层粘合剂——上胶涂层。
将磨料涂在
涂层
- 2 下一步是应用研磨矿物,这是制造过程中最重要的一步,因为它决定了矿物的取向和密度。过去,带有第一层粘合剂的背衬在受控的磨料流下通过,然后施加一层薄薄的随机取向的砂砾。今天,背衬以粘合剂的一面朝下通过一盘带静电的磨料——给定与背衬相反的电荷。相反的电荷使磨料均匀地粘附在背衬上,从而形成一种非常锋利、切削速度快的涂附磨具,具有尽可能长的使用寿命。
- 3 控制柔性背衬上的矿物密度会导致产品设计中的两个重要变化:开放式和封闭式涂层磨料。开放式涂层产品含有磨料颗粒,覆盖了背衬表面积的 50% 至 70%。这种较低的密度使成品具有灵活性,并防止其被少量工作材料堵塞或装载。在封闭涂层产品中,矿物覆盖了 100% 的可用表面积,使成品更适合精加工应用,并且比开放涂层产品更适合更粗糙的处理。
涂上胶衣
- 4 将谷物嵌入底胶后,将滚筒干燥并继续进行上胶。在施胶涂层后,将辊再次干燥并在仔细控制的温度和湿度条件下固化。这
 砂纸可以采用任意数量的尺寸和形状,可用于多种应用,从普通手-此处展示的是使用 300 马力电动机驱动几英尺宽的皮带的巨大机器。然后将成品缠绕在一个大线轴上并运送到公司,将其转换成砂带或其他物品。
砂纸可以采用任意数量的尺寸和形状,可用于多种应用,从普通手-此处展示的是使用 300 马力电动机驱动几英尺宽的皮带的巨大机器。然后将成品缠绕在一个大线轴上并运送到公司,将其转换成砂带或其他物品。 - 5 可能包括附加材料和工艺以赋予转换产品特殊特性。一种处理方法是在胶料涂层中添加研磨助剂,以改善高压应用中某些金属的研磨。另一种处理方法是在背衬的非研磨面涂上压敏粘合剂,以制作某些类型的砂轮。还可以添加材料以减少在木材上使用皮带时产生的静电。在称为 磨光 的过程中将辊子穿过两个间隔很近的钢辊 压碎突出的矿物质并留下厚度均匀的产品,专为精细加工应用而设计。
弯曲滚动
- 6 在将涂附磨具辊制成砂带或其他产品之前,它会被系统地弯曲或弯曲以破坏连续的粘合剂层。这种弯曲是必要的,因为新制造的卷非常硬,否则在转换成其他产品时将无法正常工作。可以在单个方向或多个方向应用弯曲。单向弯曲通常与卷的边缘成 90 度角破坏粘合。对于皮带必须准确符合零件表面轮廓的特殊应用,沿平行于皮带侧面的线施加单向弯曲。多次弯曲以 45 度角以十字形图案或 90 度和 45 度方向的组合断开与皮带侧面的粘合。虽然后者生产出非常柔软的皮带,但这种弯曲大大降低了产品的使用寿命。
转换
- 7 将辊状材料转化为砂带,首先是将涂附磨具条切割成所需的宽度。然后将每个条带切成适当的长度,并将末端连接在一起。普通带中的接头是 45 度重叠拼接。窄带以更锐角拼接,宽带以更大角度拼接。根据切片处皮带厚度变化的重要性以及皮带在使用过程中将受到的应力大小,可以应用多种拼接技术。准备接合接头的一种常见做法是 刮削, 从皮带末端去除一层磨料或背衬的过程。为了最大限度地减少用于精加工应用的产品中接头的厚度,两端都被削掉了。用于精度较低的应用的粗粒产品仅在一端进行切削。其他产品的转换过程类似。例如,打磨圆盘从合适尺寸的卷材部分开始,然后机器冲出单个圆盘,并在中心打出完整的孔。
质量控制
涂附磨具产品的质量由磨料行业内的贸易组织制定的各种政府和自愿标准控制。这些标准主要涉及安全以及产品的一致分级和标识。安全标准出现在美国国家标准协会 (ANSI) 出版物 B7.7 中,晶粒尺寸和识别标准出现在 ANSI 出版物 B74 中。 18.
未来
尽管某些产品的使用可能会发生变化,但涂附磨具将继续作为消费者和制造业的可靠和有用的工具。例如,随着非织造磨料产品的改进和得到更好的认可,它们可能会取代一些涂附磨料产品。矿物和背衬的持续开发将提高现有涂附磨具产品的性能。新的薄膜背衬和超细磨料矿物将使高反射和精密饰面的新方法成为可能。此外,随着设计的改进和更好的计算机控制变得可用,涂附磨具将更多地用于自动化设备。
制造工艺
- SAE J1392 050AL 级冷轧和涂层
- SAE J1392 Grade 050BH 冷轧和涂层
- SAE J1392 Grade 050BL 冷轧和涂层
- SAE J1392 050CH 级冷轧和涂层
- SAE J1392 Grade 050CL 冷轧和涂层
- SAE J1392 Grade 050SH 冷轧和涂层
- SAE J1392 050SL 级冷轧和涂层
- SAE J1392 Grade 040ZL 冷轧和涂层
- SAE J1392 Grade 045AH 冷轧和涂层
- SAE J1392 045AL 级冷轧和涂层
- SAE J1392 Grade 045BH 冷轧和涂层
- SAE J1392 045BL 级冷轧和涂层