

轧制鳞屑的产生运输和使用
轧制秤的代运和使用
轧钢氧化皮是热加工钢的片状表面,是在再加热、调质、热轧和热成型操作过程中钢表面氧化形成的。它是钢铁厂产生的废物之一,约占所生产钢材的 2%。它是在钢铁加工过程中形成的几个不同的氧化铁层的硬脆涂层,主要由氧化铁组成,可能含有不同数量的其他氧化物和尖晶石、元素和微量化合物。它很容易从钢上剥落。
轧制氧化皮的特性
轧钢氧化皮通常存在于轧钢上,经常被误认为是蓝色底漆。极高的表面温度与高轧制压力相结合,形成了光滑的蓝灰色表面。
在目视检查下,氧化皮表现为由小颗粒和碎屑组成的黑色金属粉末。它的物理状态是固体和粉末。氧化皮的比重在 5.7 到 6.2 的范围内。磨皮的熔点在1370℃左右,沸点在2760℃左右,呈稳定状态,不溶于水和碱,溶于大部分强酸。它通常被归类为非危险废物。图1显示了一小堆氧化皮。
图 1 一小堆钢鳞
轧制氧化皮的大小通常从以微米为单位的粉尘大小到通常高达 6 毫米不等。在钢的热加工过程中获得的平均轧钢氧化皮的铁含量范围为 68% 至 72%。氧化皮中的铁以不同的化学形式存在,如下所示。
- 磁铁矿,Fe3O4,具有典型的蓝灰色“钢”色。
- 赤铁矿 Fe2O3 的极薄外膜。
- 磁铁矿的内部含有细小的金属颗粒,有时还含有残留的氧化亚铁,如 FeO,通常为黑色。
氧化皮可能含有 C、Si、Ca、Na、Al、Mn 和其他金属氧化物。对于所有用途,轧制氧化皮中油含量的允许限值低于 1%,但电池和熔炼装料允许最高 3%。表1给出了氧化皮样品的典型化学分析。
| 表1 轧钢氧化皮的典型基本化学成分 | |
| 元素 | % 值 |
| 铁 | 71.0 |
| P | 0.06 最大值 |
| S | 0.10 最大值 |
| Al2O3 | 1.0 最大值 |
| SiO2+CaO | 1.5 最大值 |
| 甲苯可溶物 | 0.5 最大值 |
| 钛 | 0.05 最大值 |
| V | 0.05 最大值 |
| Cr | 0.0072 |
| 锰 | 0.0059 |
| 科 | 0.05 最大值 |
| 镍 | 0.0034 |
| 铜 | 0.0011 |
| NB | 0.05 最大值 |
| 月 | 0.0008 |
| 锡 | 0.05 最大值 |
去除和收集轧屑
轧机氧化皮通常通过用于除鳞、轧辊和材料冷却以及其他目的的工艺用水去除。它与冷却液和润滑油一起收集,通常保存在收集/沉淀罐中。随后通过重力分离技术回收
轧制氧化皮分析
轧制氧化皮的整体化学成分分析通常使用 X 射线荧光 [XRF] 光谱法通过熔珠技术或使用原始物质进行。对于熔珠法,通常将 0.5 至 1 克的细磨和点燃的氧化皮与碱金属硼酸盐混合[例如偏硼酸锂] 以 1:10(样品:硼酸盐)的比例将混合物熔融并浇铸成圆形玻璃珠。使用原始物质时,将其精细研磨并与粘合剂混合。得到的测试样品随后通过 XRF 光谱法使用完善的校准进行多元素分析。
FeO 含量通过湿化学程序单独测定,其中一部分细磨氧化皮在非氧化条件下溶解在盐酸中,溶液中生成的铁 (II) 通过氧化还原滴定法测定,例如与重铬酸钾。金属铁含量是通过将金属铁溶解在溴甲醇中来测定的,在溶剂混合物蒸发后,将残余物溶解在硫酸中,在铁 (III) 还原为铁 (II) 后通过氧化还原滴定法测定铁。对于通过 XRF 光谱法对轧制氧化皮进行多元素分析或通过氧化还原滴定法测定 FeO,没有现有的 EN 标准。但是,有一个相关的 ISO 标准 [ISO 5416:2006] 用于测定直接还原铁中的金属铁,可应用于轧钢氧化皮。
轧制氧化皮的多元素分析提供了产品主要成分的总体浓度,但没有给出任何表明存在的单个化合物或化学相的特性,即轧制氧化皮矿物学。只有通过 X 射线衍射 [XRD] 分析结合 Rietveld 数据分析,才能对轧制氧化皮中存在的所有主要化学相进行定量相分析。存在于轧制规模中的已确定矿物相是赤铁矿 (Fe2O3)、磁铁矿 (Fe3O4) 和方铁矿 (FeO)。轧制规模矿物学的主要变化在于赤铁矿、磁铁矿和方铁矿的氧化铁相的相对比例。其相对浓度可能随钢基材的热历史(保持时间、加热速率、最终温度、氧势等)而变化。轧钢氧化皮中其他元素的浓度取决于钢基体中合金元素的组成。
轧机氧化皮和腐蚀
在从轧机出来的轧制产品中,轧钢氧化皮的厚度通常小于 1 毫米,最初粘附在钢材表面并保护其免受大气腐蚀,前提是该涂层不发生破裂。如果轧制氧化皮是均匀良好地附着在钢截面上的覆盖物,那么它将成为理想的保护屏障。不幸的是,氧化皮不均匀,也没有很好的附着力。
与下面的钢相比,轧制氧化皮的反应性较低(更贵重),并且与两种不同金属接触时的行为一致,反应性较高的金属(在这种情况下为钢)会氧化(生锈),而牺牲反应性较低的金属(研磨规模)。
因为它对钢具有电化学阴极作用,所以轧制氧化皮涂层的任何断裂都会导致断裂处暴露的钢加速腐蚀。因此,轧制氧化皮在一段时间内是一种恩惠,直到其涂层由于钢产品的处理或任何其他机械原因而破裂。当轧钢氧化皮从基材钢表面弹出时,会使涂层破裂并使水分渗入。这允许发生电化反应,从而导致基础钢的点蚀(生锈)。这导致氧化皮下腐蚀的增长,并导致涂层进一步开裂,并暴露更大的区域,因此腐蚀更多。氧化皮腐蚀机理如图2所示。
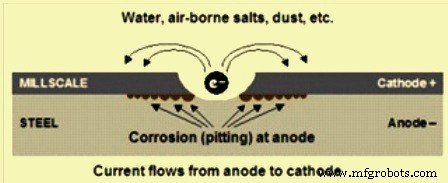
图 2 氧化皮诱发腐蚀的机理
加工钢时,氧化皮是一种麻烦。任何涂在它上面的涂层都是浪费的,因为当潮湿的空气进入它下面时,它会随着水垢一起脱落。所有的氧化皮都需要去除,以使基体钢表面均匀清洁,以便在钢上进行任何涂层的任何应用。
手工去除氧化皮几乎是不可能的。使用电动工具清洁方法非常繁琐且耗时。这两种方法都没有为开始提供良好的基础。来自热轧机的钢没有表面轮廓,这对涂层系统的整体粘合强度和完整性最重要。轧钢氧化皮通常通过火焰清洗、酸洗或喷砂从钢材表面去除。这些方法去除了氧化皮并提供了表面轮廓,使涂层系统具有其设计要求。在轧制氧化皮上进行涂层,无论多么诱人,都是徒劳的,因为钢材表面存在轧制氧化皮会加速底层钢材的腐蚀。
氧化皮的使用和回收
轧屑是一种与水混合的副产品,通常是用于钢成型的各种工艺的冷却剂。尽管这种材料的铁含量高达 68 %-72 %,但它以氧化铁的形式作为工业废物出售,价格非常便宜,而不是通过回收过程收集。钢铁厂中的大部分轧钢规模都被回收用于生产铁矿石烧结矿或铁矿石球团,这些球团用于炼铁炉中的还原或炼钢炉中的冷却剂。在与粘合剂混合后,还可以通过压块来进行工厂氧化皮回收。除了这些之外,还开发了轧制氧化皮的其他几种用途。下面列举轧钢鳞的主要用途。
- 用于烧结炉料混合
- 用于造粒原料
- 在电弧炉炼钢中以压块形式使用
- 碱性蓄电池负极
- 催化剂的制备和使用
- 在水泥熟料的生产中
- 用于制备重型混凝土和重型骨料
- 洗衣机用复合配重
- 用于生产磷铁和钼铁
- 钢铁铸造和铸件热处理
- 用于制造焊条涂层的助焊剂
- 复合肥增效剂及磷肥原料
- 在粉末冶金用铁粉的生产中
- 在摩擦材料的生产中
- 在有色玻璃的制造中
- 在氧化铁颜料的生产中
- 在制作矿棉的方法中
- 在氧化铁涂料颜料前体
- 作为电磁辐射屏蔽材料
- 作为道路建设材料的组成部分
- 在一些耐火混合物的制备中
- 在水和土壤的处理中
- 在发热粉末的生产中
与轧制规模运输有关的问题
工厂规模越来越多地作为散装货物进行交易。然而,为了使轧制规模适合海运,库存通常总是从不同来源在港口累积,由于材料先前处理的方式而具有不同的粒度,因此导致单个库存不均匀。这表明没有两批货物具有相同的特征,即使它们来自同一个港口或托运人。它也是一种容易排水的货物,积聚在库存底部形成“湿基”。
轧制氧化皮的有效交易方式与初级开采的铁矿石粉相同,因为轧制氧化皮的物理性质与初级开采的铁粉相似。但是,需要注意的是,根据 IMSBC(国际海运固体散货)规则,轧制秤不是正确的“散装货物运输名称”(BCSN)。它是 IMSBC 规则中未列出的货物。 2010 年 10 月 12 日的 IMO(国际海事组织)通告 DSC.1/Circ.63 指出,铁矿石粉是一种可能液化的货物,因此属于“A 组”货物。 IMSBC 规则下的“A 组”货物是指在运输的水分含量超过其可运输水分限制 (TML) 时可能液化的货物。本通函的条款也适用于轧制氧化皮,即使轧制氧化皮通常在干燥条件下运输,水分含量低于其 TML。
尽管 IMSBC 规则中未列出轧制鳞屑货物,但 IMSBC 规则第 1.3 节规定,未列出的货物,如轧制鳞屑,只有在附有国家主管部门颁发的证书的情况下才能接受装载,说明货物是否适合海运,装货港所在国。
IMSBC 规则还警告所有带有固有水分的细粒矿物货物的潜在液化危险,无论该货物是否在该规则中被明确确定为“A 组”货物。规范附录 3 第 2.1 段规定; “如果水分含量足够高,许多细颗粒货物很容易流动。因此,任何含有一定比例细颗粒的潮湿或潮湿货物都应在装载前进行流动特性测试”。
磨屑确实具有具有显着固有水分含量的细粒度,因此属于本规定的范围。因此,工厂规模的货物被视为可能液化的货物,除非测试显示另有说明。对于“A 组”货物,SOLAS(海上人命安全)和 IMSBC 规则要求托运人在装货前向船长提供水分含量证书和 TML。
轧制氧化皮通常表现出“湿基”。当材料排水良好并在堆料底部积水时,就会发生这种情况。由于这种排水,上部可能看起来很“干燥”。轧制氧化皮的湿基性质使得在装载前的任何水分取样都不能只关注任何库存的表面积,而且必须采集具有完全代表性的样品。对有代表性的取样的需要对于 TML 的确定也很重要,特别是由于材料的可变性。为了对库存进行取样,机械挖掘机是必要的,因为人工挖掘桩是不可能的。
最后,由于这种货物的密度很高,规范中详细规定的修整要求是应将其修平以便航程将重量均匀分布在油箱顶部。湿基货物容易发生货物移位,因为底部液化并且高密度堆垛的顶部可以在湿基上自由滑动。唯一的补救办法是正确修剪。
制造工艺