

什么是气焊?- 零件、工艺和用途
什么是气焊?
气焊是一种液态焊接工艺,其中燃料气体燃烧产生热量。该热量还用于熔化焊接板的界面,这些焊接板被固定在一起以形成接头。该工艺主要使用氧乙炔气作为燃料气。
这个过程可以在有或没有填料的帮助下完成。如果使用填充金属,则手动将其直接插入焊接区域。
简而言之,气焊是利用燃烧可燃气体(例如乙炔)产生的热量切割和/或连接金属的过程。 气焊因其应用广泛而成为最重要的焊接类型之一。
它是最古老的基于热的焊接形式之一,并且仍然是许多行业的选择。
这种焊接方法流行的原因是它的易用性和低成本。气焊工艺相对容易执行,不一定需要熟练的焊工。
使用乙炔等燃料时,火焰的温度可略高于 5700°F (3200°C)。这个温度比弧焊机的温度要低,但在许多类型的维修和施工工作中提到的优点超过了这个缺点。
气体焊接如何工作?
气焊是在许多行业中使用的最古老的基于热的焊接类型之一。材料的边缘被加热以连接到金属上,以便它可以熔化和融合。有许多气体在非常高的温度下燃烧,这是可能的。
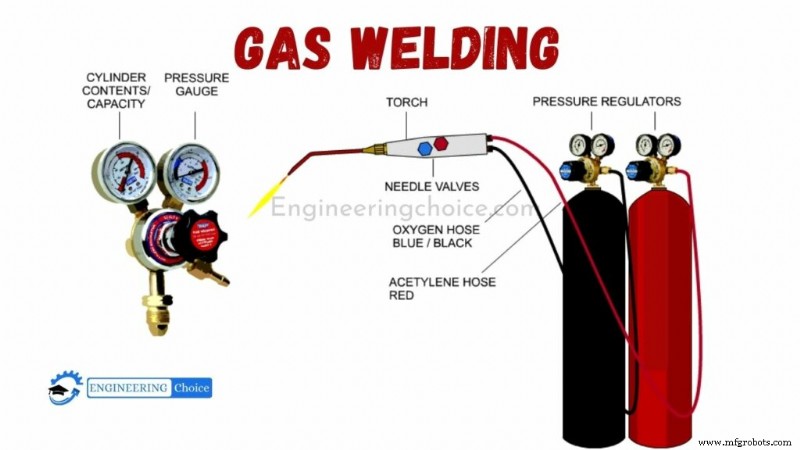
与电弧焊相比,气焊工艺非常简单。在此过程中,所有设备都经过精心连接。气瓶和氧气瓶通过压力调节器连接到焊枪。然后调节供给燃烧器的燃气和氧气的压力,使其充分混合。
火焰由撞针点燃。请注意,手电筒的尖端指向下方。火焰现在通过焊枪上的阀门进行控制。根据焊接情况将火焰调整为自然火焰、渗碳火焰或氧化火焰。现在焊枪沿线移动以形成接头。这会导致接口部件永久连接在一起。
气焊式
有几种气焊方法,但最常见的称为氧乙炔焊或氧气-汽油焊。气焊可以熔化有色金属(不含铁)和黑色金属,并且不需要电来产生焊缝。
在氧乙炔焊接中,使用氧气和燃气(通常是乙炔)的组合,主要用于焊接金属薄型材。
在氧气-汽油焊接中,使用氧气和汽油的组合。这种方法比乙炔更有效地用于火炬切割钢材。
气焊主要部件
气焊系统的一些主要部件你可以猜到,但你还需要哪些其他部件呢?
让我们看看:
- 燃料缸: 气焊系统最重要的部分之一是燃料气体。这通常存储在气缸中。气缸是密封的,由重型钢制成,以防止压缩燃料气缸的弱化。这些圆柱体通常呈黄褐色。
- 氧气瓶: 气焊系统的另一个重要组成部分是纯氧的持续供应。氧气瓶装有焊接所需的压缩氧气。氧气和燃料钢瓶都可以承受各自气体的压力。这些通常(但不总是)涂成黑色。
- 压力调节器: 燃料和氧气都是在高压下储存的,因此需要一种降低压力的方法才能在焊接过程中安全使用。这是压力调节器派上用场的地方。通常,设备以 70-130 KN/M 2 的恒定压力供应氧气 和气体在 7-103 KN/M 2 .
- 控制阀: 两种气体都有单独的控制阀。控制阀用于控制从气缸释放的气体量。控制阀对于控制燃料和氧气的比例也很重要。
- 混合室: 顾名思义,该装置用于燃料和氧化剂的安全混合。控制阀用于调节从气缸到混合室的气流。
- 焊枪: 这是气焊工的“工作结束”。通常这还包括混合室和控制值。焊枪的另一端是一个喷嘴,燃料和氧气的混合物在此燃烧,以促进焊工的工作。
气焊应用
一些重要的应用是:
- 用于连接大多数黑色金属和有色金属、碳钢、合金钢、铸铁、铝及其合金、镍、镁、铜及其合金。
- 用于连接薄金属。
- 用于连接汽车和航空航天行业的金属。
- 用于在钣金加工厂中连接金属。
- 需要较慢加热和冷却的连接材料。
气焊的优点
以下是气焊的优点:
- 它可以用来粘合不同的金属。 黑色金属和有色金属的焊接可以用气焊完成。这是与其他焊接方法相比最重要的优势之一。
- 无需电: 与弧焊等其他常见焊接技术相比,气焊不需要电即可工作。因此,有时在没有电的地区使用气焊。
- 改进的温度控制: 通过调节气体火焰,气体焊接可以更好地控制焊缝中金属的温度。
- 更好地控制填充金属的沉积: 与电弧焊不同,气焊的热源和填充金属不同。这样可以更精确地控制填充金属的沉积速率。
- 低成本设备: 与其他类型的焊接相比,气焊只需要很少的初始资金。它在各种应用中都非常有用。
- 无需专家/专业劳动力: 气焊不需要很高的专业知识。这样可以更轻松地找到气焊工并降低人工成本。
- 气焊设备非常便携。 与其他类型的焊接不同,气焊相对容易携带和操作。
气焊的缺点
缺点包括但不限于:
- 不适合厚切片。
- 气焊的表面光洁度较差。这意味着焊缝通常需要进行焊后处理,其中美观很重要。
- 不适用于高强度钢。这是因为,就其本质而言,加热区会影响基材的机械性能。
- 与其他焊接方法相比,热量和金属接合速度更低。
- 达不到弧焊的沸点
- 没有专门的助焊剂保护系统。这会导致非常严重的焊接缺陷。
制造工艺