

降低 CNC 原型制作成本的 6 个技巧
发表于 2019 年 6 月 10 日 |作者:维肯项目经理 Tony
尽管现代技术取得了所有进步,但 CNC 原型制作成本并不便宜,这是可以理解的。毕竟,它需要高素质的专家、专业的设备,有时还需要使用昂贵的合金。在设计阶段进行样机制作,将大大降低CNC样机项目总成本的总体成本。
CNC 原型制作成本包括哪些

为了了解如何降低样机加工成本,我们先来看看主要费用清单。
- 散装金属 .定制数控加工的基本原则是,首先,你需要一大块金属来切割。在原型设计和小批量行业中,通常所说的那些泵或毛坯实际上比最终零件的总质量大得多(在某些情况下高达 5 倍)。这就是为什么选择合适的合金很重要的原因,因为您实际上要为零件质量的 3 -4 倍付出代价。
- 设置时间 .一旦技术图纸进入 CNC 服务,不可避免地会有一个准备阶段,即准备好加工设备、编写 NC 程序、制造或组装工具。这次是
- 加工时间 .准备工作完成后,进行加工。 CNC 快速原型制作过程中的主要参数是该过程所需的总时间。它包括实际切削、换刀、装卸零件的时间以及必要时数控机床零件在机床之间移动所需的时间。这笔费用是迄今为止清单中最大的一笔,绝对有必要减少加工时间。
- 额外时间 。 由于文档、运输等原因,任何类型的制造过程都会不可避免地出现一些行政停顿。这些仅取决于快速原型零件制造商,因此您必须谨慎选择并询问他们签订合同或将 CNC 定制加工零件运送到您的位置所需的时间。

因此,在分析了影响最终 CNC 快速原型制作成本的所有费用后,我们可以得出结论并列出一些技巧,以帮助您降低项目的 CNC 原型制作成本。
降低原型成本的技巧

正确选择金属
很多初学者并没有真正考虑过材料。他们要么使用默认的结构钢,要么使用钛或不锈钢等较冷的材料来防止生锈。两种选择都可能是错误的,也可能是正确的。您在这里应该了解的是,合金的价格不是决定因素。例如,如果您要加工的体积很大,最好选择铝,因为您可以更快地加工它,而且加工时间的经济性将涵盖额外的加工成本。
另一个问题是,当您需要材料的某些特殊性能时,例如,使其能够承受高温,但您过分选择了比可能等级更高的材料。例如,您需要 800 摄氏度,而您需要 950 度,这是一种更难加工且更昂贵的材料,但不需要额外的 150 度。
添加基础元素
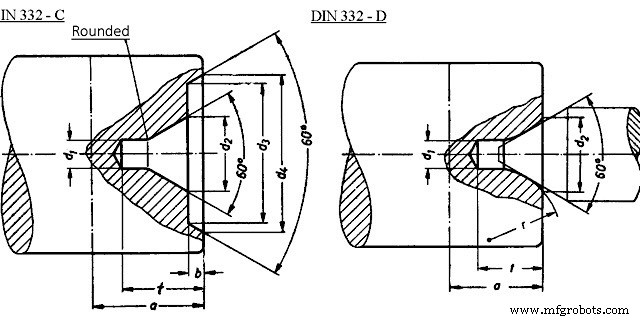
通过向零件添加特殊表面可以减少设置时间,这些表面可始终用于将产品原型毛坯固定在机床上。例如,如果您正在制作轴类零件,您可以在其面上添加两个锥孔,以便将零件固定到车床中心。或者如果要铣的零件是箱型,则添加一个带有两个垂直孔的平面。
避免复杂的表面
如果您的选择是快速原型制作,则不欢迎 CNC 零件中具有高表面光洁度的复杂表面。原因是复杂的表面通常由带有球形尖端的小型立铣刀精加工。它有一个非常小的步距(大约 0.1-0.05 毫米),它必须从一侧对抗整个表面(如果它是双向的,会有小肋条)。当复杂曲面的面积很大时,您需要数小时才能完成。

避免薄壁和深口袋
CNC 原型制作涉及大量的力和摩擦力。切削力必须很大才能切断一块钢或其他合金。这股力量不仅会被削减。如果刀具变钝或切削参数太大,零件本身可能会弯曲一点。如果零件的金属较多且刚性较高,这一点可以忽略不计,但零件越薄越长,您会注意到切削力引起的变形越多。通过降低切削参数可以在一定程度上抵消它,但这会导致加工时间增加。所以,原型机加工的零件应该有更厚的壁。
订购一小批而不是一份
如果您需要多个原型进行测试的可能性很小,您应该立即订购一小批而不是稍后订购,因为它会便宜得多。机械车间只需设置一次机床,而不是两次。
正确设置精度
许多设计师认为零件越精确越好,表面光洁度越高,看起来就越好(光面抛光零件看起来很酷,是吗?)但是高公差和极端表面光洁度意味着原型制造商将不得不使用磨床以获得这样的尺寸和表面光洁度。为了磨削零件,它们需要有最低限度的硬度。然后进行热处理。现在,热处理至少需要一天时间,因为您需要加热零件,将其放在那里,然后冷却。因此,优选大多数表面为 IT9 或更低,表面光洁度为 Ra 3,2 或更差,并且仅最重要的表面具有更高的公差。
数控机床