
推荐的线程进刀次数表
通常情况下,当组件需要螺纹加工时,我们只是尝试管理螺纹切削深度,而很少关注螺纹加工工具采用的螺纹进刀次数。
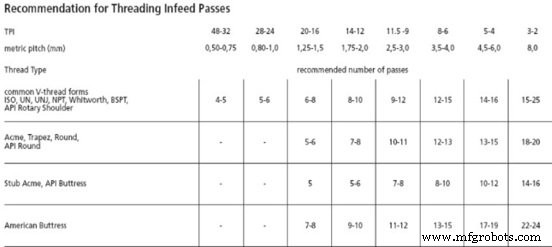
不建议增加或减少螺纹刀具进刀次数超过要求,并且可能会出现以下问题,
- 螺纹刀片寿命缩短。
- 螺纹刀片过早破损或磨损。
- 螺纹光洁度可能不好。
推荐螺纹进刀次数表
数控机床

通常情况下,当组件需要螺纹加工时,我们只是尝试管理螺纹切削深度,而很少关注螺纹加工工具采用的螺纹进刀次数。
不建议增加或减少螺纹刀具进刀次数超过要求,并且可能会出现以下问题,
数控机床
Fanuc 系列 21i 18i 16i 带 G76 螺纹循环的螺纹切削 Fanuc G76循环可用于外螺纹和内螺纹切削。Fanuc系列21i 18i 16i数控系统使用G76螺纹循环两种程序段格式。 对于在 Fanuc 21i/18i/16i 上使用 G76 进行螺纹加工的内螺纹示例,请阅读在 Fanuc 21i 18i 16i 上使用 G76 螺纹加工循环进行内螺纹加工 相关:Fanuc 10/11/15T 的 G76 螺纹循环单行格式 G76 外公制螺纹加工数控程序 在 Fanuc 21i 18i 16i CNC 上使用 G76 螺纹循环进行外螺纹切削 N17 T101N18
Haas G76 螺纹循环可用于外螺纹、内螺纹、直螺纹、锥螺纹。 借助 Haas G76 螺纹加工循环,编程人员可以轻松地控制沿螺纹长度的多次切削走刀。 刀具负载和磨损的性质可以通过使用 P 代码来控制。 P 代码可以指定刀具在哪一侧切割,并且可以指定将切割多少材料。 Haas G76 螺纹加工循环应用 海思G76螺纹切削循环可用于, 内螺纹(内径螺纹切削)。 外螺纹(外径螺纹切削)。 直螺纹。 锥形螺纹。 Haas G76 螺纹加工循环 Haas G76 螺纹加工循环格式 G76 X(U) Z(W) K D A F(E) I P Q 参数 X – X 轴绝对位置,最大螺纹深度
Siemens Sinumerik L97 螺纹切削循环可用于外螺纹、内螺纹、锥螺纹和横向螺纹切削。 这是一个 CNC 程序示例,展示了 CNC 机械师如何使用 Sinumerik L97 螺纹循环切削外螺纹。 Sinumerik L97 螺纹切削循环的完整参数说明请阅读 Sinumerik L97 螺纹切削循环 Sinumerik L97 螺纹切削循环 CNC 程序示例 Sinumerik L97 螺纹切削循环程序示例 %97N05 G95 G0 X50 Z10 D01 T01 S1000 M04N10 R20=2 R21=42 R22=0 R23=0 R24=-1.23 R25=0
西门子Sinumerik 840C/840 Sinumerik 810/820T循环L97螺纹切削循环可用于外螺纹切削内螺纹锥螺纹横向螺纹。 刀具进给是自动的,并且是递减二次方的。这使切割横截面保持不变。 对于程序示例,请阅读用于外螺纹的 Sinumerik L97 螺纹切削循环程序示例 Sinumerik L97 螺纹切削循环 L97螺纹切削循环参数 R20 – 螺距。R21 – X 轴螺纹起点。R22 – Z 轴螺纹起点。R23 – 空切次数(空走刀) ).R24 – 螺纹深度(正值=内螺纹,负值=外螺纹)。R25 – 精加工余量。R26 – 导入路径。R27 –退刀路径。R28