

Haas G76 螺纹循环多次走刀
Haas G76 螺纹循环可用于外螺纹、内螺纹、直螺纹、锥螺纹。
借助 Haas G76 螺纹加工循环,编程人员可以轻松地控制沿螺纹长度的多次切削走刀。
刀具负载和磨损的性质可以通过使用 P 代码来控制。 P 代码可以指定刀具
在哪一侧切割,并且可以指定将切割多少材料。
Haas G76 螺纹加工循环应用
海思G76螺纹切削循环可用于,
- 内螺纹(内径螺纹切削)。
- 外螺纹(外径螺纹切削)。
- 直螺纹。
- 锥形螺纹。
Haas G76 螺纹加工循环
Haas G76 螺纹加工循环格式
G76 X(U) Z(W) K D A F(E) I P Q
参数
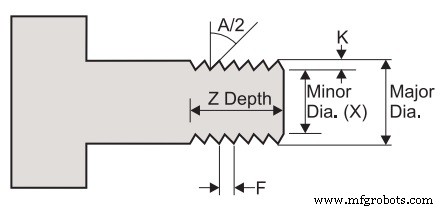
X – X 轴绝对位置,最大螺纹深度直径(可选)。
Z – Z 轴绝对位置,最大螺纹长度(可选)。
K – 螺纹高度,定义螺纹深度,半径测量.
D – 第一道切削深度。
A – 刀尖角(值:0 至 120 度)。
F(E) – 进给率,螺纹导程。
U – X 轴增量距离,起始至最大螺纹深度直径(可选)。
W – Z 轴增量距离,起始至最大螺纹长度(可选)。
I – 螺纹锥度,半径measure(可选)。
P – 单边切削(负载常数)(可选)。
Q – 螺纹起始角(不使用小数点)(可选)。
机器设置
设置 95 – 螺纹倒角尺寸。
设置 96 – 螺纹倒角角度。
设置 86 – 螺纹精加工余量。
M-代码
M23 – 倒角开启
M24 – 倒角关闭
Haas G76 螺纹加工循环参数说明
K -螺纹高度
螺纹高度定义为螺纹牙顶到螺纹牙底的距离。
计算出的螺纹深度(K)将是K值减去精加工余量(设置86、Thread Finish Allowance)就是这个数额。
D – 第一道切削深度
第一次切削螺纹的深度在D中指定。最后一次切削螺纹的深度可以通过设置86控制。
螺纹倒角
在螺纹末端执行可选倒角。
倒角的大小和角度由设置 95(螺纹倒角尺寸)和设置 96(螺纹倒角角度)控制。
P – 单边切削(负载常数)(可选)
G76多螺纹切削有四种选择
- P1:单边切割,切割量恒定
- P2:双刃切割,切割量恒定
- P3:单刃切削,切削深度恒定
- P4:双刃切削,切削深度恒定
数控机床