

如何设置数控铣床
如何设置数控铣床?
在回答“如何设置数控铣床”这个问题之前,需要考虑很多因素。
- 机器是立式还是卧式?
- 机器有多少轴?
- 刀塔的容量是多少?
- 您打算如何固定零件(工件)?
还假定您了解一些基本的机器操作,例如
- 如何使用找边器。
- 如何浏览机器的控件。
- 了解基本的 CNC 控制命令。
LED寻边器
如何设置数控铣床
现在来设置机器,虽然每台 CNC 铣床的设置程序都略有不同,但这里解释了这些通用步骤,数控机械师每天都在为 3 轴立式 CNC 铣床练习。
- 清洁表面 :用布清洁工作台、虎钳钳口和零件(工件)等所有表面,确保没有油滴、材料碎片残留在那里。
- 加载工具 :加载完成零件所需的工具(包括寻边器、0 度虎钳调平)。

装刀数控铣床
- 加载零件 :将零件(工件)装载到虎钳中或用您的机器固定装置固定您的零件(工件)。
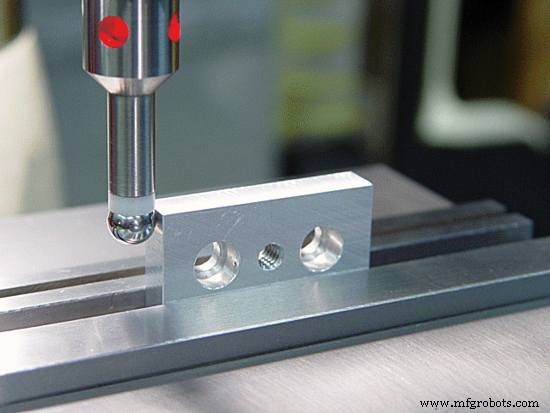
- X,Y轴偏移量 :设置零件(工件)偏移量。为此,您可以使用找边器或使用立铣刀(如果您使用立铣刀进行刀具偏移,请阅读刀具偏移文章) ).首先对 X 轴进行零偏移。使用寻边器拾取 X0 位置。转到零偏移页面并将机器绝对 X 值添加到零偏移页面注册表中的当前值。对 Y 轴执行相同的操作。
- Z 轴偏移 :X、Y 轴偏置后,主轴上装第一把刀,设置每把刀的刀具长度偏置。手动向下移动 Z 轴,直到刀尖靠近 Z0 位置。取一块 1.00 毫米的垫片库存(始终使用任何固定尺寸的垫片,如 1 毫米、2 毫米或 5 毫米)并将其夹在零件(工件)和工具尖端之间。小心地以 0.001 毫米的增量降低 Z 轴,直到可以用轻微的阻力拉动垫片库存。转到您的刀具长度偏移页面,并在刀具注册表中输入机器的绝对 Z 值加上 -1.00 毫米。对其他工具重复此过程。注:-1.00 毫米为垫片厚度添加。
- 刀具半径补偿 :在刀具长度偏置页输入各刀具直径。当您在程序中使用刀具半径补偿时,这将很有帮助。
- 冷却液或切削油 :调整冷却液管路,因为冷却液可以适当冷却刀具并冲走切屑,最重要的是冷却液会延长刀具寿命。

调整冷却液管路
- 循环开始 :将机器置于低进给,激活单段,然后按循环启动。小心并阅读每个程序段并观察机器准备停止机器的每个动作,以防出现任何编程错误。 (您也可以在零件(工件)上方 10 毫米或任何位置运行程序,以确保一切正常,并在您认为有必要时使用空运行。)
数控机床