

拐角接合:如何加工拐角
角落参与
在铣削过程中,尤其是在拐角啮合期间,刀具的切削力会发生显着变化。一种常见且困难的情况是切削工具遇到“内角”情况。这是工具的接合角度显着增加的地方,可能会导致性能不佳。
用错误的方法加工这个困难区域可能会导致:
- Chatter - 在“糟糕”的角落完成中可见
- 挠度 - 由不需要的“测量”壁锥度检测
- 奇怪的切割声 - 工具在角落里发出吱吱声或唧唧声
- 刀具破损/失效或碎裂
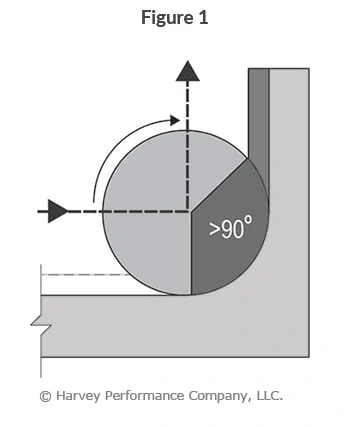
最低效的方法(图 1)
在 90° 方向范围内生成与刀具半径匹配的内部零件半径不是加工拐角的理想方法。在这种方法中,刀具会经历额外的切削材料(深灰色)、增大的接合角和方向变化。因此,可能会出现颤振、刀具偏斜/破损和表面光洁度差等问题。
根据“刀具半径与零件半径之比”,可能需要降低进给速度。
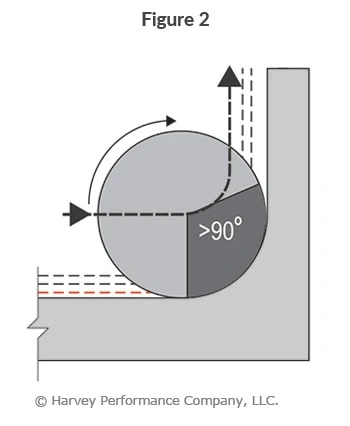
更有效的方法(图2)
生成与刀具半径相匹配的内部零件半径和扫掠方向变化是一种更理想的拐角接合方法。此示例中较小的径向切削深度 (RDOC) 有助于管理啮合角,但在最后一次走刀时,刀具仍将经历非常高的啮合角。这种方法的常见结果是颤振、刀具偏斜/破损和表面光洁度差。
进给率可能需要降低 30-50%,具体取决于“刀具半径与零件半径之比”。
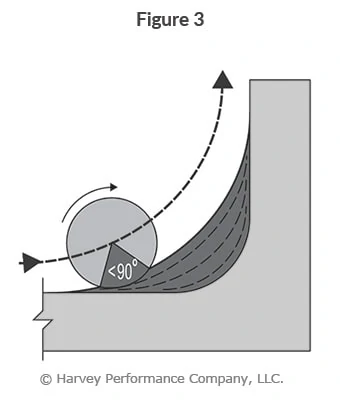
最有效的角落参与方法(图 3)
使用较小的刀具和扫掠动作生成内部零件半径可创建更理想的加工方法。易于管理的 RDOC 和更小的刀具直径允许管理刀具啮合角、更高的进给率和更好的表面光洁度。当刀具达到全径向深度时,其啮合角会增加,但进给减少量应该比以前的方法小得多。
根据“工具与零件的比率”,可能需要提高进给速度。使用小于您正在加工的拐角的刀具。
数控机床