

Haas G00 快速运动定位 – Haas 车床
Haas G00 快速运动定位 – Haas 车床
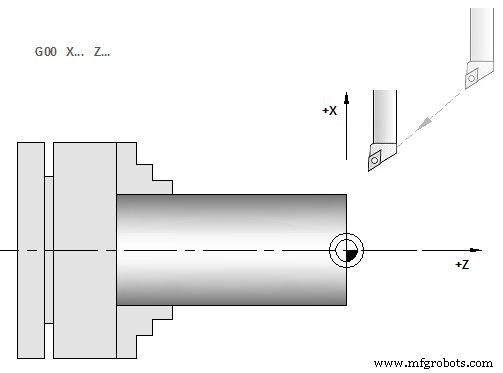
G00 G代码用于以最大速度移动机床轴。 G00主要用于在每次进给(切削)指令前将机床快速定位到给定点(所有运动均以全快速度完成)。
编程
G00 X... Y... Z... U... W... C... B...
参数
| 参数 | 描述 |
|---|---|
| X…Y…Z…U…W…C…B… | Haas 车床轴 |
G代码数据
| 模态/非模态 | G代码组 |
|---|---|
| 模态 | 01 |
G00 G代码是模态的,所以一个带有G00的程序段会导致所有后续程序段快速运动,直到指定另一个01组代码。
操作顺序
编程注意:一般快速运动不会走直线。指定的每个轴都以相同的速度移动,但所有轴不一定同时完成它们的运动。机器将等到所有动作完成后再开始下一个命令。
编程实例
G00 Z1. X2.85
G00 G41 X1.5 Z-2.125
G00 B-19.(Position secondary spindle in position for machining)
G00 C90. (ROTATE C AXIS TO 90 DEGREES)
M154 (Engage C-axis) G00 G54 X6. C0. Y0. Z1. G00 X3.25 Z0.25 G00 Z-0.75 G97 P1500 M133
G00 G53 X0 M09
% O0010 (MACRO G74) G50 S2000 G97 S1000 M03 T100 G00 T101 #24 = 1.3 (X MINOR DIAMETER) #26 = 0.14 (Z DEPTH) #23 = 0.275 (X GROOVE WIDTH) #20 = 0.125 (TOOL WIDTH) #22 = -0.95 (Z START POSITION) #6 = -1. (ACTUAL Z FACE) #9 = 0.003 (FEED RATE IPR) G00 X [ #24 + [ #23 * 2 ] - [ 20 * 2 ] ] Z#126 G74 U - [ [#23 - #20 ] * 2 ] W - [ #26 + ABS [ #6 - #22 ] ] K [ #20 * 0.75 ] I [ #20 * 0.9 ] F#9 G00 X0 Z0 T100 M30 %
数控机床