

动力车床编程代码 – 主轴定向 Haas CNC
现场工装车床编程
这是一个动力刀具车床编程示例,展示了在 Haas 数控车床上使用动力刀具(动力刀具)和主轴定向。
哈斯数控车床机读的动态工装及相关M代码简介
- CNC 车床动力刀具定义和相关 Haas CNC M 代码
- M19 主轴方向 – M119 副主轴方向
- Haas 数控车床 M 代码
- Haas 数控车床 G 代码
实时工具程序示例代码
对于使用 C 轴进行主轴控制的同一数控程序示例,请阅读 Haas CNC 上带动力刀具的 C 轴车床编程示例
CNC 主轴定位 M19 Haas CNC 程序示例
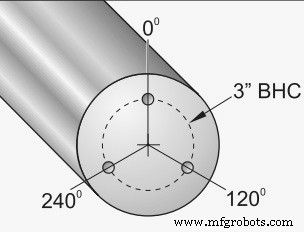
O0050 N10 T101 N15 G54 N20 G00 X3.0 Z0.1 N25 G98 N30 M19 P0 N35 M14 N40 M133 P2000 N45 G01 Z-0.5 F40.0 N50 G00 Z0.1 N55 M19 P120 N60 M14 N65 G01 Z-0.5 N70 G00 Z0.1 N75 M19 P240 N80 M14 N85 G01 Z-0.5 N90 G00 Z0.1 N95 M15
CNC程序代码解释
N25 G98 每分钟进给。
此程序中使用 G98 每分钟进给而不是主轴每转 G99 进给,因为对于大多数实时刀具代码,使用 G98(每分钟进给)是因为主轴不在高转速下旋转.
N30 M19 P0 主轴定向。
主轴定向选项 M19 允许主轴定位到特定的编程角度,有关更多信息,请阅读 M19 主轴定向 – M119 副主轴定向。
N35 M14夹紧主轴或打开主轴制动器。
N40 M133 P2000 打开带电工具前进 2000 rpm。
N95 M15 关闭主轴制动。
数控机床