

Sinumerik CYCLE95 with Contour in 调用程序示例
提交人:BEATA
绘图/图像
数控程序
;Siemens Sinumerik CYCLE95 first parameter NPP
;can be given as a sepatate routine or
;can be defined inside calling program with Labels
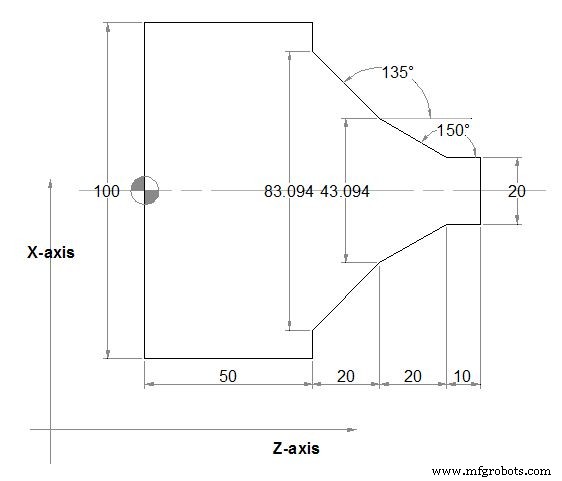
;stock removal contour is defined in the calling program
N110 G18 G90 G96 F0.8
N120 S500 M3
N130 T1 D1
N140 G0 X140
N150 Z160
N160 CYCLE95("START:END",2.5,0.8,0.8,0,0.8,0.75,0.6,1, , , )
N170 G0 X140 Z160
N175 M02
START:
N180 G1 X20 Z100 F0.6
N190 Z90
N200 Z70 ANG=150
N210 Z50 ANG=135
N220 Z50 X100
END:
N230 M02 数控机床
- 带有程序示例的 C 库中的 calloc() 函数
- 使用 CNC 程序示例以英寸为单位测量 Fanuc G20
- 程序示例 L930 铣削圆形型腔 Sinumerik 840C
- 使用 G01 的倒角和半径程序示例
- 使用 G81 钻孔循环和 G91 示例程序重复钻孔
- 使用基本示例代码调用 Haas M98 子程序
- Haas CNC M97 本地子程序调用与 CNC 程序示例
- Sinumerik L93 切削循环程序示例
- 示例程序 Sinumerik CYCLE81 钻孔循环 – CNC 车削
- Sinumerik CYCLE82 钻孔镗孔循环示例程序
- Sinumerik 810 CNC 铣刀半径/倒角程序示例
- CNC 编程基础 - 带有示例程序代码的教程