
G91 增量模式的 CNC 子程序示例
提交人:机械师
绘图/图像
数控程序
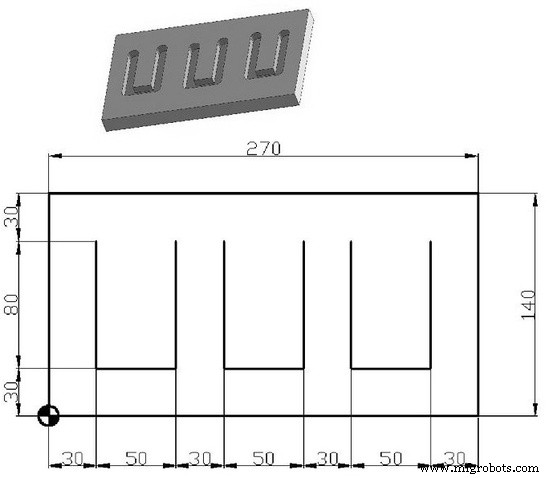
;Main Program O777 G91 G28 Z0 M06 T01 M03 S1200 G90 G54 G43 H1 G00 X30 Y110 Z2 M98 P030888 (call subprog O888 three times) G28 Z0 M30 ;Subprogram O888 G91 G01 Z-9 F200 Y-80 X50 Y80 G00 Z9 G00 X30 M99
数控机床

提交人:机械师
;Main Program O777 G91 G28 Z0 M06 T01 M03 S1200 G90 G54 G43 H1 G00 X30 Y110 Z2 M98 P030888 (call subprog O888 three times) G28 Z0 M30 ;Subprogram O888 G91 G01 Z-9 F200 Y-80 X50 Y80 G00 Z9 G00 X30 M99
数控机床
提交人:布莱恩 总结 此数控车床程序显示了如何在 X 轴上制作凹槽。绘图还显示了开槽刀具如何随程序移动。 绘图/图片 数控程序 %N10 T08 M06N20 G96 S80 G95 F0.05 M03N30 G00 X54 Z-29 M08N40 G01 X40N50 G00 X60N60 G00 X200 Z200 M09N70 M30
NUM CNC 车床的完整程序示例,在此 CNC 程序中,首先车削外轮廓,然后使用单独的刀具加工凹槽。 NUM CNC 车床 G 代码 NUM CNC 车床 M 代码 NUM 760 T 程序示例 %159N1 (AXE)N10 G90 G71 G80 G40 G92 S3000N20 G0 G52 X0 Z0(FINISHING CONTOUR)N30 T1 D1 M6 (TOOL#1)N40 G95 F0.08N50 G97 S800N60 M3 M42N70 G0 X66 Z-24N80 G96 S80N90 G1 G41 X50 Z-24 M8N100 Z0M110 X38N1
提交人:Vikram 总结 数控车床程序多次调用子程序切削相同的图案。子程序使用UW代替XZ使程序更容易理解和调试。 绘图/图片 数控程序 Main Program:N5 G90 F0.2 S1200 T0101 M04N10 G00 X40 Z0N20 M98 P37000 (call subprog O7000 three times)N30 G01 W-30N40 G28 U0 W0N50 M05 M30Subprogram:O7000;G01 U0 W-30G02 U0 W-10 R5N60 M99
Osai 10 系列允许程序员使用标准编程语言 (G1-G2-G3) 或高级编程语言 (GTL) GTL 编写数控程序。这是一个完整的 Osai GTL 编程示例。 Osai CNC GTL 程序示例 N1 (DIS,EXAMPLE 3)N2 S...F...T1.1M6 M...N3 o1=X20 Y21 a45N4 l1=X0 Y-60,a180N5 l2=X50 Y0,a90N6 c6=o1 I-38 J-35 r10N7 l3=c6,a135N8 l4=c6,a-45N9 l5=X0 Y-50,a180N10 l6=X-50 Y-65,a60N11 l7=X-25 Y0,a90N1