

管理 CNC 铣削塑料零件的延迟变形:原因、诊断和预防
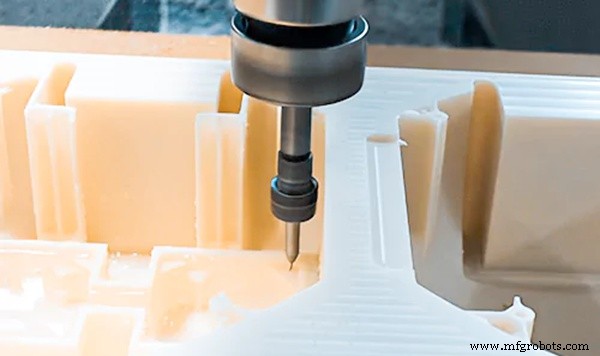
加工后看起来不错,然后再改变

与金属不同,塑料本身并不坚硬或尺寸稳定。它们表现出明显的时间依赖性响应,可以在加工后很长时间内显现出来。
在数控切割过程中,零件可能处于暂时平衡状态:
- 切割时,夹具将材料固定到位。
- 加工结束后,外部约束就会释放。
- 随着时间的推移,内应力开始重新分布。
因此,即使没有外力,零件也会逐渐自行变形。
这种尺寸变化通常以三种形式出现:
- 翘曲
- 尺寸收缩或膨胀
- 局部扭曲变形
为什么变形出现得较晚?
塑料零件在加工后通常会保持其初始形状,只是在接下来的几小时或几天内发生变化。
1。残余应力释放
残余应力有两个主要来源:材料自身的制造历史(例如注塑或挤压)和加工过程本身,这会引入工具压力和摩擦引起的表面应力。
数控切割时:
- 材料被局部移除。
- 原有的压力平衡被破坏。
- 内部结构失去了约束。
然而,剩余的应力不会立即崩溃。相反,材料会经历一个应力松弛过程,其中分子链在几个小时或几天内缓慢移动并重新排列以达到新的平衡。典型的结果包括翘曲、扭曲或局部尺寸漂移。
2。分子链“记忆效应”
聚合物是长链分子。高速数控切割可以拉伸、定向或部分断裂加工表面附近的链条,就像拉伸弹簧一样。加工后,这些链条还没有完全响应,因此零件暂时保持其形状。随着时间的推移和温度的波动,链条逐渐恢复到原来的卷曲状态,导致收缩或变形。
3。热膨胀效应
即使冷却适当,切割区域的温度也可能接近 POM 的熔点或 PMMA 的玻璃化转变温度。加工后零件的温度分布通常不均匀。当它完全冷却到室温时(有时需要几个小时)可能会发生尺寸变化,特别是在散热较慢的厚壁零件中。
4。吸湿引起体积变化
PA 等吸湿性塑料会吸收空气中的水分。加工后,水分逐渐渗透材料,改变分子间距并使零件稍微膨胀。不均匀的吸收(表面快,内部慢)会产生差异应变,最终导致变形。
5。加工和夹紧应力的释放
在加工过程中,零件被用很大的力夹紧。夹具的约束可以掩盖实际变形,并且切割可能会引入额外的残余应力。一旦零件被移除,应力就会重新分布,结构会反弹,尺寸也会发生变化。薄壁零件和大型扁平结构特别容易受到损坏。
解决方案:如何控制延迟变形?
目标不是完全消除变形,而是管理应力释放的路径和速率。
1。选择低应力材料或稳定材质
优先考虑内应力最小或经过稳定处理的材料,例如:
- 退火 POM
- 稳定的 PA
- 低应力 PC 牌号
材料的固有稳定性在很大程度上决定了潜在变形的上限。
2。采用对称、逐步加工
避免仅从一侧去除大量材料。相反,应在两侧使用平衡加工,逐层去除材料,并避免整体刚性突然丧失。这些方法可以减少突然的应力释放。
3。粗加工后留出应力稳定时间
粗切后,将零件在室温下放置 12-24 小时,然后再进行精加工。此步骤可以显着减少交货后的尺寸漂移。
4。控制切削热和加工应力
优化参数:
- 使用高主轴转速和浅切削深度。
- 避免使用迟钝的工具。
- 监控和限制切削温升。
这些措施最大限度地减少了加工过程中引入的二次应力。
5。管理吸湿材料的湿度
对于 PA 和类似塑料:
- 在受控湿度下存储零件。
- 如有必要,调节水分。
- 避免将新加工的零件暴露在高湿度环境中。
适当的水分控制可以大大提高尺寸稳定性。
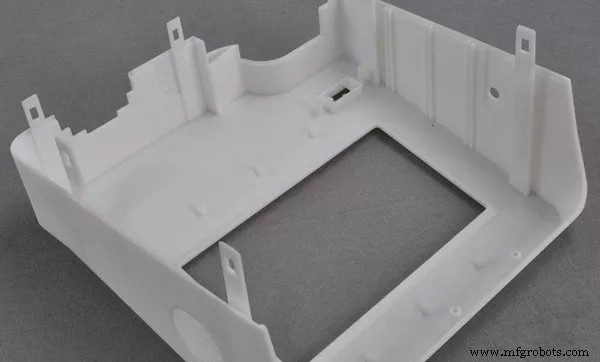
案例研究:POM 结构组件的延迟变形
自动化设备的结构件需要严格的公差:
- 材质:黑色 POM
- 尺寸:66×66×72mm
- 公差:ISO2768-MK
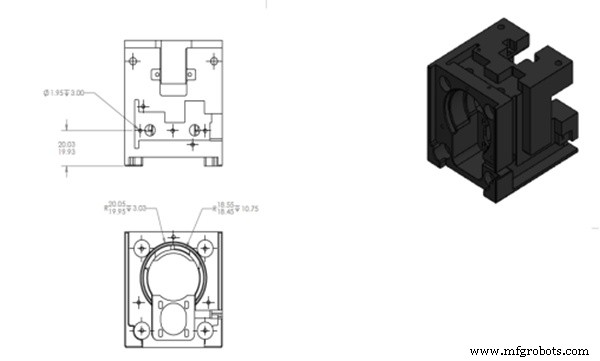
- 特点:具有深腔和多孔定位的平坦表面。
- 应用:精密装配定位。
初始情况
加工后立即检查显示:
- 平整度满足要求。
- 孔位置精度在公差范围内。
- 分娩时无异常情况。
然而,24小时后:
- 开口结构向内收缩0.2毫米。
- 组装过程中孔对齐出现偏差。
- 批次一致性变得不稳定。
初步尝试(无效)
工程团队首先怀疑工具存在问题并尝试:
- 更换切削工具。
- 降低进给速度。
- 增加精加工次数。
尽管进行了这些调整,24 小时后变形仍然存在。
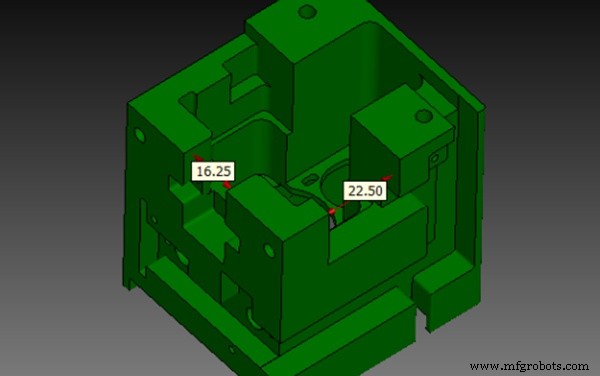
根本原因分析
进一步审查发现:
- 原材料中的残余内应力。
- 仅从一侧去除大量材料。
- 加工过程中夹具夹紧隐藏的变形。
实际上,机械加工只是暂时抑制了变形,并没有消除应力。
最终优化策略
流程变更包括:
- 切换到双面逐步加工。
- 粗加工后允许 24 小时休息。
- 精加工时使用浅切削深度。
- 在检查前添加最终稳定期。
仅当零件在温度和湿度受控的环境中稳定后才进行最终检查。
最终结果
优化后结果:
- 几乎消除了延迟变形。
- 平整度保持在 0.1 毫米以内。
- 批次一致性显着提高。
结论
CNC 加工塑料零件的延迟变形从根本上来说是一个与时间相关的应力松弛过程,而不是加工精度问题。最有效的缓解措施结合了:
- 仔细选择材料。
- 优化的加工策略。
- 控制压力释放时间。
目的是在最终精加工或检查之前释放应力,防止交付后尺寸变化。
维克为具有复杂几何形状和严格公差的精密部件提供专业的塑料数控加工服务。通过优化的工艺、应力控制策略和严格的质量检验,我们帮助提高尺寸稳定性并降低延迟变形的风险。
数控机床