

降低 CNC 加工复杂性:主要挑战和经过验证的优化策略
深而窄的凹槽和间隙较小的结构
散热器和阀体等零件通常具有深而窄的凹槽和密集的薄壁肋,以减轻重量并增加散热。在 CNC 加工中,这些特征带来了几个关键问题:
- 深槽需要长刃铣刀。当刀具悬伸超过其直径时,可能会发生弹性偏转和颤振,导致尺寸不准确和表面缺陷。
- 窄槽中的有限空间阻碍了排屑,增加了切屑堵塞和刀具破损的风险。
- 冷却剂很难渗透到又深又紧的区域,从而导致热量积聚,导致零件变形并影响精度。

优化技术
- 在设计过程中,加宽槽或减小深度,使刀具直径与深度之比保持在可接受的限度内。
- 使用高刚性、小直径刀具或长刃铣刀并结合牢固的夹紧支撑。
- 增加冷却液流量或纳入排屑通道。
- 如果无法重新设计,请采用分阶段加工方法:粗加工去除大块材料,然后进行精加工以达到最终公差。
小半径和不完全角间隙的结构
太小的内角半径通常需要进行电火花加工或手动精加工。主要挑战是:
- 刀具直径限制 :小半径拐角需要微小的刀具,但深腔需要长刀具,其最小直径受到刚性的限制。
- 刀具路径残留 :如果刀具半径超过指定的刀尖半径,材料就会残留,从而形成“死结”。
- 其他流程步骤 :无法清理的角落需要电火花加工,增加夹紧误差和周期时间。
优化技术
- 在设计允许的情况下增加内半径,从而使用标准刀具实现单次加工。
- 在拐角处应用螺旋或圆弧进给模式,以避免方向突然改变而导致颤动。
- 将有问题的区域重新设计到外角或添加工艺凹口以简化加工。
薄壁结构
薄壁零件重量轻,但在切削力作用下容易变形和振动:
- 刚性差 :薄壁缺乏刚度,导致加工时发生弹性变形。
- 夹紧挑战 :锁模力过大,导致零件翘曲;力量不足导致定位不稳定。
- 共振风险 :低固有频率可能与切削频率相匹配,从而降低表面质量。

优化技术
- 在设计过程中添加加强筋或临时支撑,并在加工后将其移除。
- 使用真空吸盘或低熔点合金填料等辅助支撑。
- 单独的粗加工和精加工;在精加工过程中,使用轻切削、高主轴转速和快速进给率。
案例研究:电动卡车散热器外壳的加工优化
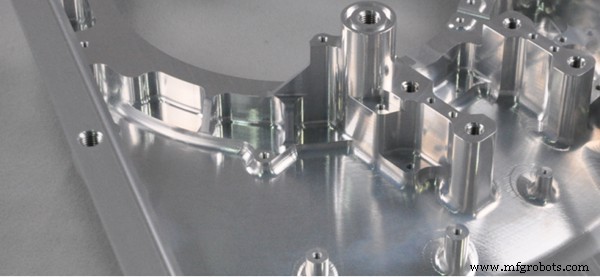
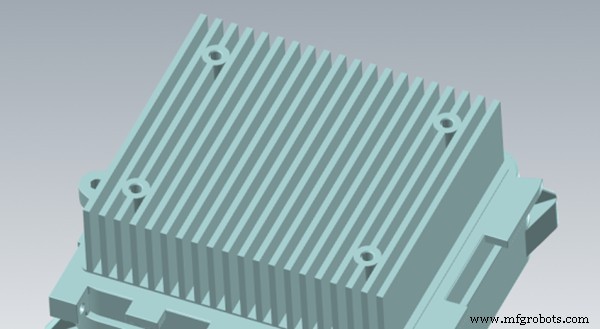
散热器外壳由 ADC12 铝制成,尺寸为 159×135×67mm,具有密集的翅片结构和深槽,可散发动力系统的热量。初步分析揭示了几个瓶颈:
设计相关的加工挑战
1。不合理的深、窄凹槽
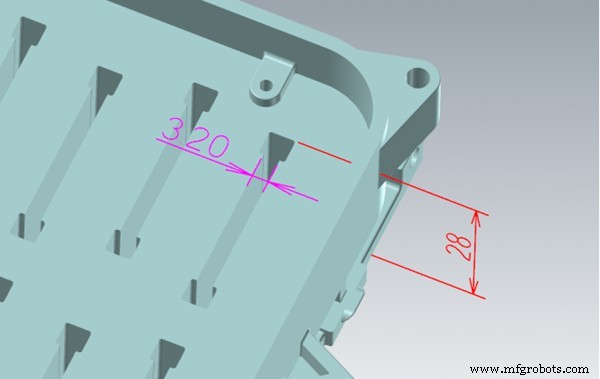
凹槽宽度为3.2mm,深度为28mm,需要使用3mm长槽刀具,悬伸量>29mm,刚性差,刀具破损风险高,循环时间长,且难以达到Ra1.6。
2.极小的圆角半径
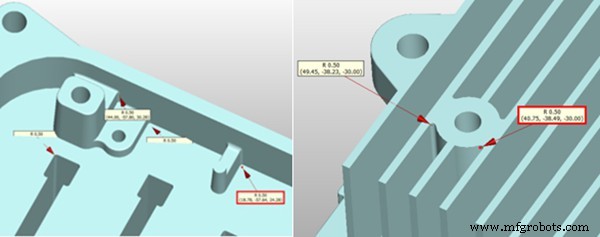
28mm 的型腔深度需要 3mm 刀具,但其 R1.5 半径无法加工设计的 R0.5 角,留下需要 EDM 清理的材料。
3.局部壁厚较薄
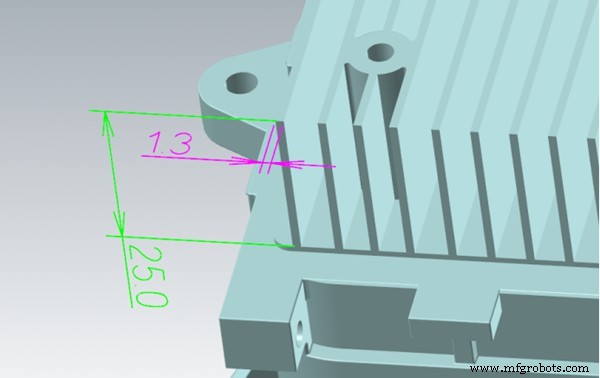
仅1.2mm厚、25mm高的翅片在铣削过程中容易产生振动和偏转,影响尺寸稳定性。
优化加工计划和结果
1。阶梯式凹槽设计
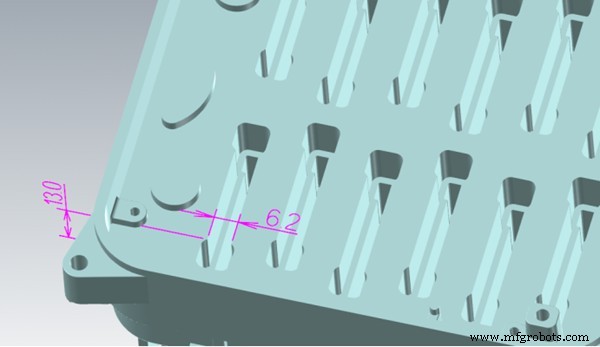
28mm凹槽被分割:下15mm保留3mm宽度;上部13mm加宽至6.2mm。首先用 6 毫米刀具加工上部,然后用 3 毫米刀具加工深层部分。每个刀具都在安全的长径比内运行,从而使切削参数增加 3 倍。总周期时间从 2.8 小时缩短至 1.1 小时,模具成本下降 60%。
2.扩大刀尖半径以消除 EDM
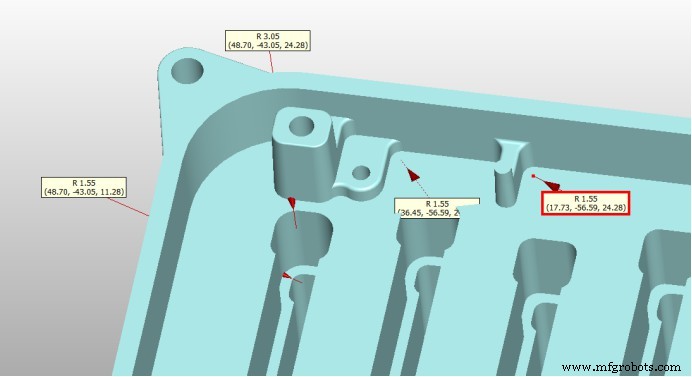
将型腔底部半径增加到 R1.55,将阶梯角增加到 R3,从而可以使用 3mm 和 6mm 平底立铣刀直接加工,消除了 EDM 步骤并提高了尺寸一致性。
3.加厚薄壁
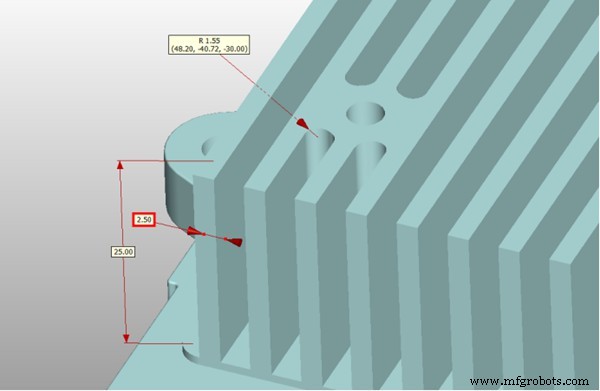
壁厚从1.3mm增加到2.5mm,抑制挠曲,公差达到±0.05mm。
加工性能比较
| 项目 | 之前 | 之后 | 改进 |
|---|---|---|---|
| 单个零件加工时间 | 6.5小时 | 3.2小时 | 减少 51% |
| 刀具消耗 | 8–10 个工具/零件 | 4–6 个工具/零件 | 减少 40% |
| EDM流程 | 保留 | 被淘汰 | 节省了 2.5 小时 |
| 表面粗糙度 | Ra1.6–3.2 | Ra0.8–1.2 | 显着改进 |
制造优化建议
- 工具可访问性评估 :保持槽深度低于刀具直径的五倍,以避免过度悬伸。
- 圆角半径选择 :设计内角,使其半径与标准工具尺寸相匹配,从而消除电火花加工或手动精加工。
- 翅片结构调整 :在可行的情况下,用阶梯式配置取代紧密间隔的深槽,并增加壁厚或减少翅片数量,以提高刚性和加工可行性。
凭借在复杂几何形状和严格公差方面的丰富经验,韦克提供集成了 DFM 反馈和先进策略的 CNC 加工解决方案。我们的方法可以减少周期时间、模具成本和废品率,同时确保零件的一致性、高质量。
现代机械设计越来越依赖于复杂的结构。忽视 CNC 加工限制可能会导致加工困难、成本超支和报废。通过在设计早期解决刀具可接近性、薄壁振动、排屑和圆角半径问题,只需进行微小的调整即可显着提高可制造性和成本效率。
数控机床