

外部工作补偿可以帮助您的 5 种方式
所有CNC加工中心都有某种形式的工作坐标系设置,通常称为夹具偏移,用于指定程序原点的位置。程序员根据设置期间工件的位置选择每个原点,即指定程序坐标的位置。选择逻辑程序原点使编程人员可以轻松确定程序坐标,设置人员可以在设置过程中轻松分配程序零。
在正常使用中,每个夹具偏移量用于指定机床原点到程序原点在各轴上的距离和方向。这通常涉及使用主轴探头、百分表或寻边器进行耗时的测量。如果重复工作的工件夹持装置是合格的,这些测量只需要进行一次。如果不是,则每次运行作业时都必须重复测量。
由于刚刚描述的方法如此流行,您可能不知道还有更好的选择。使用 FANUC CNC,外部工件偏移(工件坐标系编号为零)可让您将夹具偏移条目的参考点从机器的原始位置移动到更合乎逻辑的位置。
外部零偏对您有何帮助?
在这里,有五种方式可以帮助外部零偏。
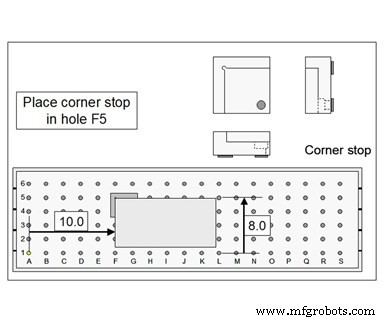
首先,当您知道(或可以轻松计算)从已知/一致位置到每个程序原点的距离时,应该应用外部零偏。例如,对于立式加工中心,您可以将合格的工件夹持工具安装在底板上,如右图所示。
使用这种工件夹持工具,您可以轻松计算定位表面(XY 程序原点)到左下孔之间的 X 和 Y 距离。在此示例中,孔位于精确的 2 英寸中心。您还可以确定Z轴定位表面与底板顶部之间的Z轴距离。
在外部零偏 X 和 Y 寄存器中,在 X 和 Y 中输入从机器原点到左下孔(孔 A1)的距离。在 Z 寄存器中,输入从主轴鼻端到底板顶部的距离。从此时起,您的夹具偏移条目可以从 XY 的左下孔和 Z 的底板顶部指定。
这将消除测量程序原点分配值的需要。当然,您也可以使用数据设定指令(G10)在程序中指定相关数值,无需设定人员手动输入。这有效地消除了设置中程序零分配的任务。
第二次外部偏移可以提供帮助的是具有方形转台的卧式加工中心。大多数固定装置的定位表面的尺寸是从工作台中心开始的。因此,最好将参考点移到 XY 中的工作台中心和 Z 中的桌面。这样,程序的零分配值可以从夹具图纸中确定。同样,这些条目可以使用 G10 指令进行编程。
第三,外部零偏可以帮助您处理从一个加工中心到另一个加工中心的主轴锥度不一致。如果您发现有必要根据使用的机床对给定切削刀具使用不同的刀具长度补偿值,请使用外部偏移(Z 寄存器)来指定差异量。这样,刀具可以更方便地在机器之间共享。
第四,如果您遇到了事故(崩溃),您可能会发现轴稍微不对齐,这意味着合格设置的程序零分配值不再正确。使用外部零偏来指定每个轴的错位量。对于前面描述的底板示例,这将与重新测量 Z 轴左下孔和底板顶部的 XY 距离一样简单。
第五,可以在空转时增加外部零偏的 Z 轴寄存器,使刀具远离 Z 轴端点。这样可以更安全地进行空运行。
工业设备