

对于 CNC 多任务机床,为什么要沿 Y 零件加工?
 一种利用多任务机床Y轴运动的刀具可以比传统刀具更快地执行切断操作X 轴运动。图片来源:山特维克可乐满
一种利用多任务机床Y轴运动的刀具可以比传统刀具更快地执行切断操作X 轴运动。图片来源:山特维克可乐满
B 轴车床和许多动力刀具 CNC 车削中心提供垂直于 Z 轴的 Y 轴运动。这第三个线性轴使刀具能够穿过主轴中心线来执行铣削、钻孔和开槽等操作,目标是在一次设置中完成加工零件。
与没有 Y 轴的车床的传统 X 轴工艺相比,山特维克可乐满找到了一种方法,可以进一步利用该运动更有效地执行切断操作。为此,它重新设计了 CoroCut QD 刀具,将刀片座旋转 90 度并沿 Y 轴接合工件,从而将切削力导向刀具刀片的最强部分。
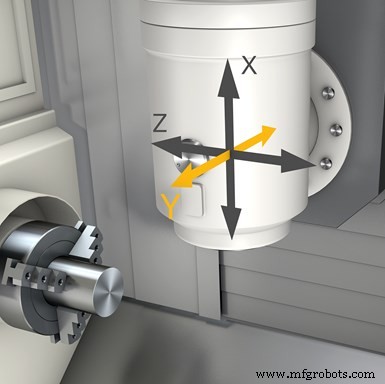
这里是 B 的运动轴-轴车铣。
山特维克可乐满产品经理 Staffan Lundström 说:“这将真正有利于希望通过更高进给量和更低噪音来缩短循环时间的客户。” “如果你有 Y 轴,你就不必忍受噪音和振动。对于客户来说,这意味着既可以节省一些时间,又可以增加无人化生产的可能性。”
Lundström 有几年使用 Y 轴分离的想法,直到他在山特维克可乐满的一个小团队的帮助下开发了原型。第一次刀具测试不顺利,导致机床发出咔哒声和振动,最后导致刀片破损。
“这对我们来说是一个重大挫折,”Lundström 解释道。 “我真的不明白出了什么问题。”

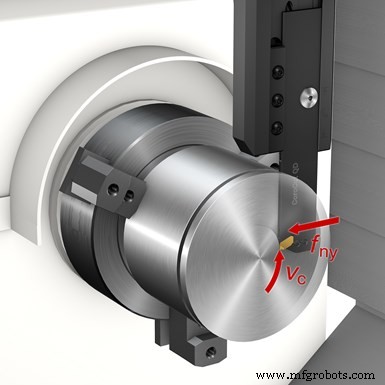
传统数控车削中心的切断操作沿 X 轴驱动刀具。
然后,该团队审查了发生的情况,决定添加内部贯穿工具冷却剂并修改适配器设计。当它在另一台机器上测试新原型时,这种替代切断方法被证明是成功的。
采用目前的设计,在 60 毫米(2.36 英寸)的刀片悬伸处,刀片的弯曲刚度据说是 X 轴上传统刀具切断的六倍以上,提供了更稳定的切削过程,能够使用更长的工具,实现更高的进给率和更快的循环时间。
在一次测试比较中,一家服务于航空航天业的车间注意到在多任务机床上使用 CoroCutQD 刀具的 Y 轴方法和使用另一种刀具的标准 X 轴方法切断 35 毫米 Inconel 718 棒材之间的差异。 Y 轴方法实现了 40 m/min 的切削速度和 0.12 mm/rev 的进给量,刀具寿命为 35 个零件。 X 轴方法实现了 30 m/min 的切削速度和 0.05 mm/rev 的进给量,刀具寿命仅为 10 个零件。
CoroCut QD 设计用于分离向下多任务机器的 Y 轴。据说刀具刀片的弯曲刚度是传统刀具在 X 轴切断时的六倍以上。
可以使用离线预调仪测量刀具长度。该公司表示,刀具长度在切断时成为刀具中心高度,正确的中心高度很重要,尤其是在切断到中心时。如果很难看到切削刃,则刀具上有一个量规平面。
该工具适用的工件直径最大为 180 毫米(7 英寸),切割宽度为 3 到 4 毫米(0.118 到 0.157 英寸)。
工业设备