

什么是 SLS 3D 打印?
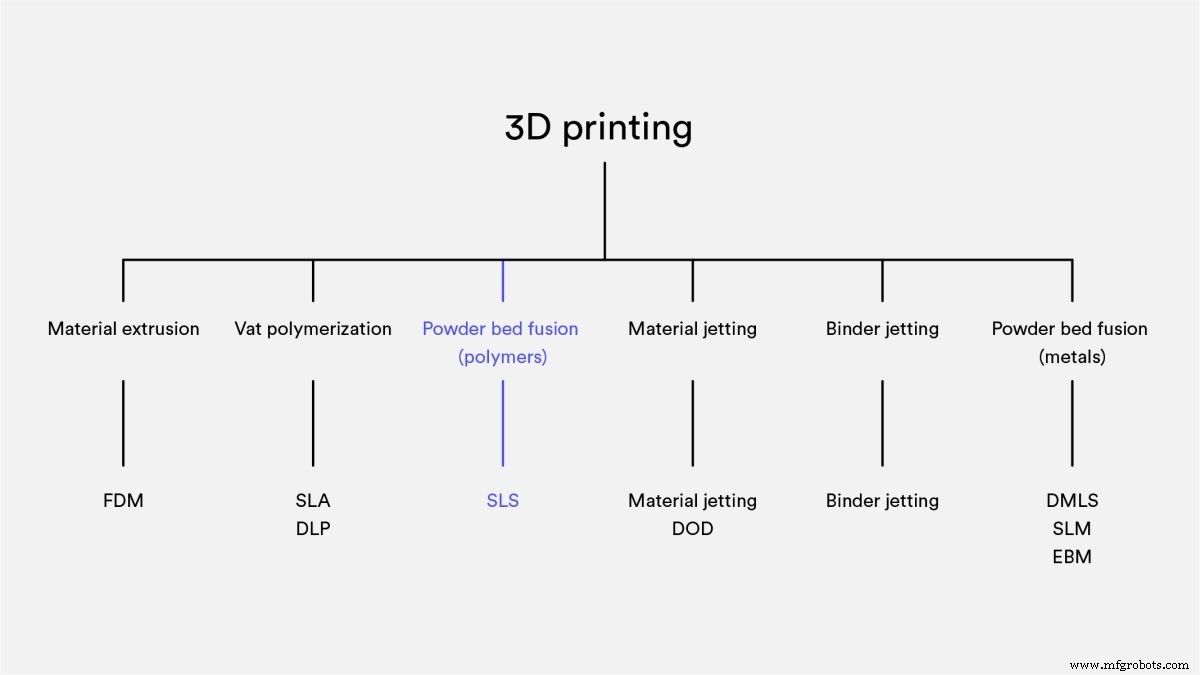
选择性激光烧结 (SLS) 是一种增材制造工艺,属于粉末床融合系列。在 SLS 3D 打印中,激光选择性地烧结聚合物粉末的颗粒,将它们融合在一起并逐层构建零件。 SLS 中使用的材料是颗粒状的热塑性聚合物。 SLS 3D 打印服务用于功能性聚合物组件的原型制作和小批量生产。它的多功能性使 SLS 成为小批量注塑成型的绝佳替代品。
SLS 3D 打印是如何工作的?
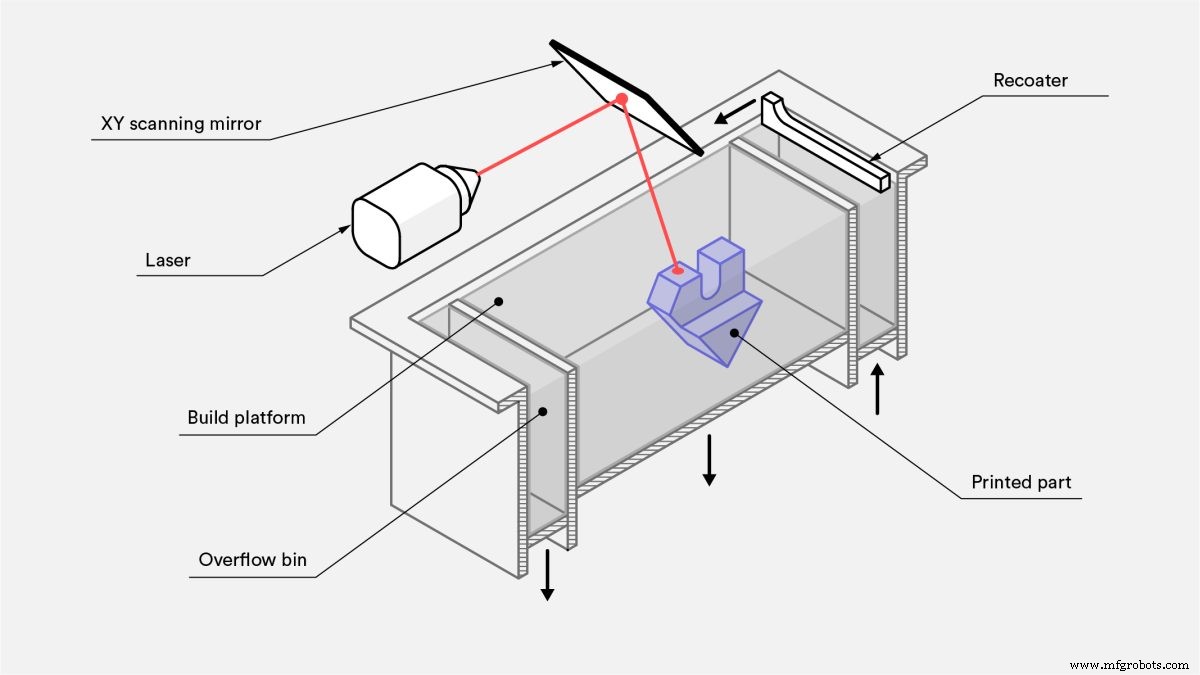
SLS 3D 打印使用激光烧结聚合物粉末的小颗粒。部件的整个横截面都被扫描,因此部件被构建为实心的。流程如下:
-
粉末仓和构建区域首先被加热到刚好低于聚合物的熔化温度。
-
重涂刀片在构建平台上散布一层薄薄的粉末。
-
然后,CO2 激光扫描下一层的轮廓,并选择性地烧结(熔合在一起)聚合物粉末的颗粒。
-
当一层完成时,构建平台向下移动,刀片重新覆盖表面。然后重复该过程,直到整个部分完成。
-
打印后,零件完全封装在未烧结的粉末中。在拆开零件之前,粉末仓必须冷却,这可能需要相当长的时间——有时长达 12 小时。
-
然后用压缩空气或其他喷砂介质对零件进行清洁,然后即可使用或进一步后处理。
在这个 30 秒的视频中观看 SLS 过程的实际应用。
可以使用 SLS 3D 打印进行快速原型制作吗?
SLS 是功能性聚合物快速原型制作的绝佳解决方案,因为它提供了非常高的设计自由度和高精度。与 FDM 或 SLA 3D 打印技术不同,它生产的零件具有良好且一致的机械性能。这意味着它可用于生产非常接近最终使用质量的零件,因此您可以在从概念到试模的整个生产过程中使用它。
能否使用 SLS 3D 打印进行低产量运行?
其多功能性使 SLS 3D 打印成为低产量运行的注塑成型的理想替代品。 SLS 可用于制造具有复杂形状和几何形状的零件,并且具有多种表面处理和交货时间。
SLS 3D 打印机如何工作?
对于 SLS 3D 打印机的使用,几乎所有的工艺参数都由机器制造商预设。使用的默认层高为 100–120 微米。
SLS 3D 打印的一个关键优势是它不需要支撑结构。未烧结的粉末为零件提供了所有必要的支撑。因此,SLS 可用于创建任何其他方法无法制造的自由形状几何形状。
使用 SLS 打印时,利用整个构建体积非常重要,尤其是对于小批量生产。 一个给定高度的箱子将花费大约相同的时间来打印,与它包含的零件数量无关。这是因为激光扫描发生得非常快,所以实际上是重涂步骤决定了总加工时间。无论零件数量如何,机器都必须循环通过相同数量的层。装箱可能会影响小订单的交货时间,因为操作员可能会等到装满箱后才开始打印任务。
层粘合
SLS 3D 打印中层与层之间的结合强度非常好。这意味着SLS打印部件具有几乎各向同性的机械性能。
下表显示了使用标准聚酰胺粉末(PA 12 或尼龙 12)(SLS 中最常用的材料)打印的 SLS 试样的机械性能,并与大块尼龙的性能进行了比较。
| X-Y 方向 | Z 方向 | 散装 PA12 | |
|---|---|---|---|
| 抗拉强度 | 48 兆帕 | 42 兆帕 | 35–55 兆帕 |
| 拉伸模量 | 1650 兆帕 | 1650 兆帕 | 1270–2600 兆帕 |
| 断裂伸长率 | 18% | 4% | 120–300% |
SLS 零件具有出色的拉伸强度和模量,可与散装材料相媲美,但更脆——它们的断裂伸长率要低得多。这是由于最终零件的内部孔隙率造成的。
收缩和翘曲
SLS 零件容易收缩和翘曲。随着新烧结层的冷却,其尺寸减小,内应力增加,将下面的层向上拉。
SLS 的典型收缩率为 3% 到 3.5%,但机器操作员在构建准备阶段会考虑到这一点,并相应地调整设计尺寸。
大的平面最容易翘曲。通过在构建平台中垂直定位零件可以在一定程度上缓解该问题,但最佳做法是通过最小化平坦区域的厚度并在设计中引入切口来减小其体积。由于使用的材料更少,这种策略还将降低零件的总体成本。
过度烧结
当辐射热将未烧结的粉末熔化在特征周围时,就会发生过度烧结。这可能会导致小特征(例如槽和孔)的细节丢失。根据经验,宽度大于 0.8 毫米的槽和直径大于 2 毫米的孔可以在 SLS 中打印,而不必担心过度烧结。阅读我们关于如何为 SLS 3D 打印设计零件的文章 了解更多 DFM 技巧。
除粉
由于 SLS 不需要支撑材料,因此可以轻松准确地打印具有中空部分的零件。
空心部分减少了零件的重量和成本,因为使用的材料更少。需要排出孔来从组件的内部部分去除未烧结的粉末。我们建议您在设计中至少添加两个逃生孔,最小直径为 5 毫米。

如果需要高度的刚度,则零件必须完全实心打印。另一种方法是制作一个省略逃生孔的中空设计。这样,紧密堆积的粉末将被困在零件中,增加其质量并提供一些额外的机械负载支撑,而不会影响构建时间。可以将内部蜂窝晶格结构添加到中空内部(类似于 FDM 中使用的填充图案),以进一步增加组件的刚度。以这种方式将零件挖空也可以减少翘曲。
SLS 3D打印有哪些特点?
SLA的主要特点总结如下表:
| 选择性激光烧结 (SLS) | |
|---|---|
| 材料 | 热塑性塑料(通常是尼龙) |
| 尺寸精度 | ±0.3%(下限±0.3 mm) |
| 典型构建大小 | 300 x 300 x 300mm(最大 750 x 550 x 550mm) |
| 常用层厚 | 100–120 µm |
| 支持 | 不需要 |
SLS 打印使用什么材料?
最广泛使用的 SLS 材料是聚酰胺 12(PA 12),也称为尼龙 12。每公斤 PA 12 粉末的价格约为 50-60 美元。其他工程塑料,如 PA 11 和 PEEK 也有,但应用并不广泛。
聚酰胺粉末可以填充各种添加剂,以改善生产的 SLS 零件的机械和热性能。添加剂的例子包括碳纤维、玻璃纤维或铝。填充有添加剂的材料通常更脆,并具有高度的各向异性。
| 材质 | 特点 |
|---|---|
| 聚酰胺 12 (PA 12) | + 良好的机械性能 + 良好的耐化学性 - 哑光,粗糙的表面 |
| 聚酰胺 11 (PA 11) | + 完全各向同性行为 + 高弹性 |
| 铝填充尼龙(Alumide) | + 金属外观 + 高刚度 |
| 玻璃纤维填充尼龙 (PA-GF) | + 高刚度 + 高耐磨和耐温 - 各向异性行为 |
| 碳纤维填充尼龙(PA-FR) | + 出色的刚度 + 高重量强度比 - 高度各向异性 |
SLS 后处理有哪些选项?
SLS 3D 打印生产的零件具有易染色的粉状、颗粒状表面光洁度。 SLS 打印部件的外观可以通过各种后处理方法(如介质抛光、染色、喷漆和上漆)提高到非常高的标准。它们的功能也可以通过应用防水涂层或金属镀层来增强。有关更多详细信息,请查看这篇关于 SLS 零件后处理的详尽文章。
SLS 3D打印有什么优势
-
SLS 零件具有良好的各向同性机械性能,使其成为功能零件和原型的理想选择。
-
SLS 不需要支撑,因此可以轻松制作具有复杂几何形状的设计。
-
SLS的制造能力非常适合中小批量生产。
-
所有剩余的未烧结粉末都被收集起来,可以重复使用。
SLA 3D 打印有哪些缺点?
-
目前只有工业 SLS 系统广泛可用,因此交货时间比其他 3D 打印技术(如 FDM 和 SLA)要长。
-
SLS 零件具有颗粒状表面光洁度和内部孔隙,如果需要光滑的表面或水密性,可能需要进行后处理。
-
使用 SLS 无法准确打印大平面和小孔,因为它们容易翘曲和过度烧结。
SLS 最佳实践
SLS 3D 打印适合您的零件或项目吗?这些是经验法则:
-
SLS 可以使用多种工程塑料(最常见的是尼龙 (PA12))生产功能部件。
-
SLS 系统的典型构建体积为 300 x 300 x 300mm。
-
SLS 零件表现出良好的机械性能和各向同性行为。对于有特殊要求的部件,可提供添加剂填充的 PA 粉末。
3D打印