

如何选择合适的砂轮
磨削是几乎所有车间都可以找到的加工工艺。一些磨削操作相对简单,而其他磨削活动可能很复杂,例如用于保持非常小的公差或加工困难材料的磨削活动。磨削在制造业中有着广泛的应用。与许多流程一样,选择最佳工具至关重要。
正确选择砂轮对于获得良好的效果(即获得更好的光洁度和更长的砂轮寿命)非常重要。可供选择的砂轮种类繁多,不同类型磨料之间的差异有时会让人感到困惑。
砂轮是一种磨料切削工具。分布在砂轮表面的磨粒形成数千个切削点,可以将微小的材料碎片切掉。这些颗粒通过结合(在大多数情况下是选定粘土的混合物)结合在一起,并通过孔隔开。
使用砂轮时,磨粒切入被研磨的材料,从而以小碎片形式去除不需要的表面材料。在选择砂轮时,需要考虑的三个最重要的特性是磨料的类型、磨粒(或粗粒)的大小和结合的类型。
磨料
有四种主要类型的磨粒。每种类型在硬度、强度、断裂韧性和抗冲击性方面都具有独特的特性。磨料的选择必然与工件的材质有关。

氧化铝
氧化铝是砂轮中最常用的磨料。通常推荐用于不锈钢和工具钢等材料的磨削,但也可用于某些高强度的铝和青铜合金。
碳化硅
它比标准氧化铝更硬,并且具有非常锋利的磨粒。通常用于磨削灰铁、冷铁、黄铜、软青铜和铝,以及石材、橡胶等有色金属。
氧化锆氧化铝
适用于需要大切削量的粗磨应用。这种颗粒与高科技树脂结合剂有关。
陶瓷氧化铝
通常被称为“陶瓷”,这是最现代的磨料类型。陶瓷颗粒具有独特的微晶结构,可以自锐化。这种磨料非常坚硬。主要用于要求最苛刻的钢材的精密磨削。
砾石
如上所述,砂粒与分布在砂轮上的磨粒大小有关。粒度越大,磨料越细。磨料类型的基本描述范围从粗到中到细。
低粒度砂轮通常用于材料光洁度不重要的应用,重点是材料去除。另一方面,当完成是项目的基本方面时,最好使用细砂轮。
根据您要研磨的材料选择砂轮类型
材料的类型会影响您选择的表面砂轮、粒度和磨料等级。氧化铝类磨料最适合磨削钢和铁素体铸铁等高强度材料。在较硬的钢和具有较大接触电弧的应用中,更易碎的氧化铝类型是首选。对于低抗拉强度材料和非金属材料,最有效的方法是用磨料碳化硅进行研磨或切割。材料的硬度决定了磨料可用的牵引力。因此,磨硬材料必须使用细粒度砂轮,磨软材料最好使用中、粗粒度砂轮。为了最有效的操作,必须调整牌号以适应材料的硬度。
粒度
砂粒与分布在砂轮上的磨粒大小有关。粒度越大,磨料越细。磨料类型的基本描述范围从粗到中到细。这是一张不同粒度的基本表。
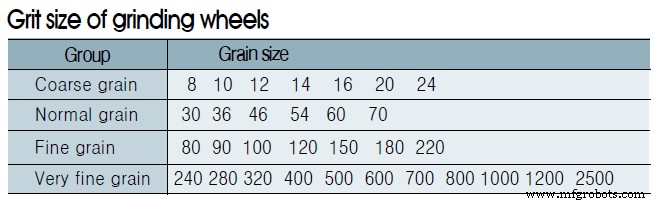
对于细晶粒,精加工良好,而对于细晶粒,端面精加工较差。一般采用粗面砂轮快速去除材料。当表面处理很重要时,请使用细砂轮。粗砂轮可用于软材料,但硬而脆的材料通常应为细砾石。低粒度砂轮通常用于材料光洁度不重要的应用,重点是材料去除。
粘合
粘合是将磨料颗粒粘合在一起的材料,因此可以有效地切割。粘合剂必须随着磨粒磨损而磨损,并被排出以暴露新的锋利颗粒。产生这种效果的原因是砂粒变钝,磨削压力增加。对于硬结合的晶粒,砂轮的使用寿命更长。但最终产品的定义较低,反之亦然。四种主要的粘合类型是玻璃化、虫胶、树脂和橡胶。大多数砂轮是用玻璃粘合剂制成的,其中包括精心挑选的粘土混合物。这些类型的车轮坚固、多孔,不受水、酸、油或温度变化的影响。
粘合时要考虑的一个重要方面是其强度或等级。对于软材料、小或窄的接触面积或较长的砂轮寿命,建议使用强粘合或硬牌号。对于硬质材料(如硬质工具钢或碳化物),大面积接触或快速去除毛坯,较弱的结合力或软牌号是首选。
制造工艺