

什么是SLA 3D打印?
在此立体光固化成型 (SLA) 简介中,我们介绍了该过程的基本原理,以确定它是否适合您的特定应用。阅读本文后,您将熟悉 SLA 3D 打印的所有重要方面。
如果您对 Hubs 的 SLA 打印流程感兴趣,请查看我们的 SLA 功能。
什么是立体光刻?
立体光固化成型 (SLA) 是一种增材制造工艺,属于大桶光聚合家族。也称为树脂 3D 打印,与大桶聚合相关的 3D 打印技术主要有 3 种:SLA、DLP 和 LCD。这三种技术均使用光源固化光敏树脂,但有以下区别:
-
立体光固化成型 (SLA) 使用紫外激光作为光源,选择性地固化聚合物树脂。
-
数字光处理 (DLP) 使用数字投影仪作为紫外光源来固化一层树脂。
-
液晶显示器 (LCD) 使用 LCD 显示模块来投射特定的光模式。
SLA是应用最广泛的还原光聚合技术之一。它用于通过使用紫外线 (UV) 激光束逐层选择性地固化聚合物树脂来创建物体。 SLA 中使用的材料是液态的光敏热固性聚合物。
SLA 于 1986 年获得专利,是第一个 3D 打印技术。即使在今天,当需要高精度或光滑表面光洁度的零件时,SLA 仍然是最具成本效益的 3D 打印技术。当设计人员利用制造过程的优势和局限性时,才能获得最佳结果。
看点:如何使用 SLA 打印高度详细的零件?
这是一个简短的视频,它将教您在大约 10 分钟内开始使用 SLA 3D 打印所需了解的一切。
SLA 3D 打印如何工作?
-
SLA 3D 打印首先将构建平台定位在液体光聚合物罐中,距离液体表面一层高度。
-
紫外激光通过选择性地固化和固化光敏聚合物树脂来创建下一层。
-
在光聚合过程的固化部分,构成液态树脂的单体碳链在紫外激光的照射下被激活并变成固态,从而在彼此之间形成牢固的牢不可破的键。
-
使用一组称为振镜的反射镜将激光束聚焦在预定路径上。扫描模型的整个横截面区域,因此生产的零件是完全实体的。
-
打印后,零件处于未完全固化状态。如果需要非常高的机械和热性能,则需要在紫外光下进行进一步的后处理。
光聚合过程是不可逆的,没有办法将 SLA 部件转换回其液体形式。加热这些 SLA 部件会导致它们燃烧而不是熔化。这是因为使用 SLA 生产的材料是由热固性聚合物制成的,而不是熔融沉积成型 (FDM) 使用的热塑性塑料。
SLA打印的打印参数有哪些?
SLA 系统中的大多数打印参数由制造商固定,无法更改。唯一的输入是层高和部件方向(后者决定支撑位置)。
层高 :范围在 25 和 100 微米之间。较低的层高可以更准确地捕捉弯曲的几何形状,但会增加构建时间和成本——以及打印失败的可能性。 100 微米的层高适用于最常见的应用。
构建大小: 这是另一个对设计者很重要的参数。构建大小取决于 SLA 机器的类型。有两种主要的 SLA 机器设置:自上而下的方向和自下而上的方向:
-
自上而下的打印机 将激光源放在水箱上方,零件朝上。构建平台从树脂桶的最顶部开始,在每一层之后向下移动。
-
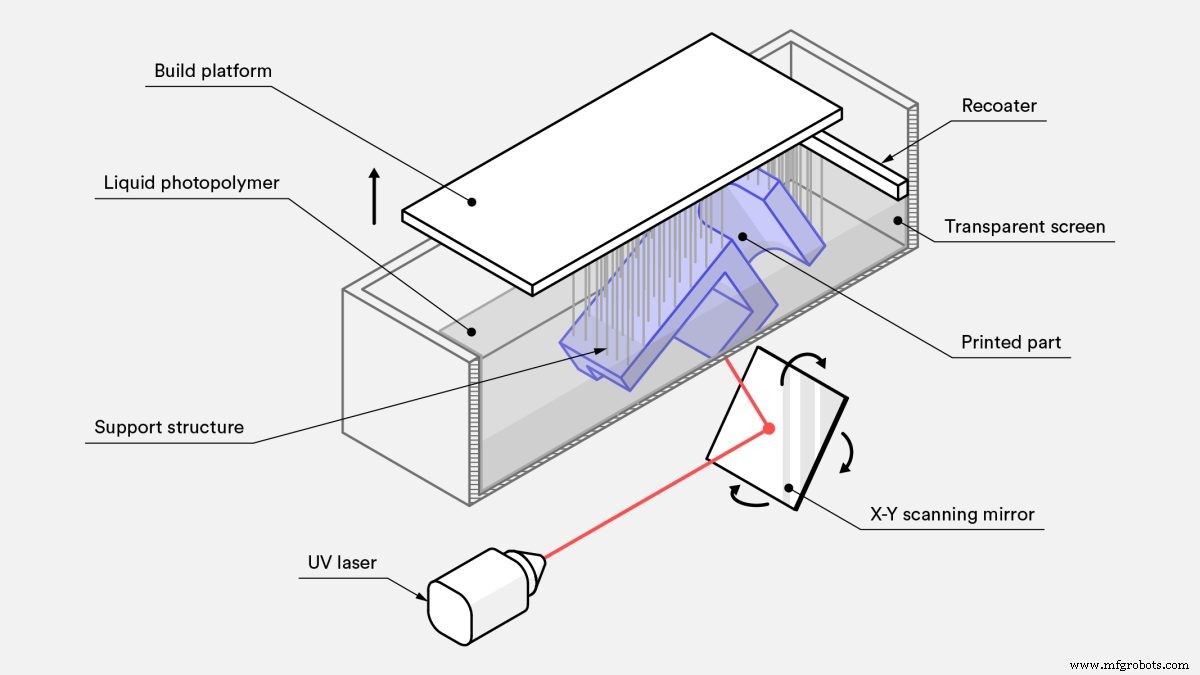
自下而上 打印机将光源置于树脂槽下方(见上图),部件倒置。该罐有一个透明的底部,上面有一层硅树脂涂层,可以让激光的光通过,但阻止固化的树脂粘在上面。在每一层之后,随着构建平台向上移动,固化树脂会从水箱底部分离。这称为剥离步骤。
自下而上方向主要用于桌面打印机,如 Formlabs,而自上而下一般用于工业 SLA 系统。自下而上的 SLA 打印机更易于制造和操作,但它们的构建尺寸有限。这是因为在剥离步骤中施加到部件上的力可能会导致打印失败。另一方面,自上而下的打印机可以扩展到非常大的构建尺寸,而不会造成很大的精度损失。这些系统的高级功能需要付出更高的成本。
下表总结了两个方向的主要特点和区别:
| 自下而上(桌面)SLA | 自上而下(工业)SLA | |
|---|---|---|
| 优势 | + 降低成本 + 广泛使用 | + 非常大的构建大小 + 更快的构建时间 |
| 缺点 | - 小构建尺寸 - 更小的材料范围 - 由于广泛使用支持,需要更多的后期处理 | - 更高的成本 - 需要专业操作员 - 更换材料需要清空整个水箱 |
| 受欢迎的 SLA 打印机制造商 | Formlabs | 3D 系统 |
| 构建大小 | 高达 145 x 145 x 175 毫米 | 高达 1500 x 750 x 500 毫米 |
| 典型层高 | 25 至 100 µm | 25 至 150 µm |
| 尺寸精度 | ±0.5%(下限:±0.010-0.250 mm) | ±0.15%(下限±0.010-0.030 mm) |
SLA 3D打印有哪些特点?
SLA 3D打印的主要特点是必要的支撑结构、卷曲和层粘合。
支撑结构
SLA 中始终需要支持结构。支撑结构使用与零件相同的材料打印,并且必须在打印后手动移除。零件的方向决定了支撑的位置和数量。建议对零件进行定向,以便视觉上至关重要的表面不会与支撑结构接触。
自下而上和自上而下的 SLA 打印机使用支持不同:
-
自上而下的 SLA 打印机: S支持要求与 FDM 类似 。 需要它们来准确打印悬垂和桥接(临界悬垂角通常为 30o)。零件可以定位在任何位置,通常打印成平面,以尽量减少支撑量和总层数。
-
自下而上的 SLA 打印机: 支持要求可能更复杂。悬垂和桥梁仍然必须得到支撑,但最小化每一层的横截面积是最关键的标准:在剥离步骤中施加到部件上的力可能会导致它从构建平台上脱离。这些力与每一层的横截面积成正比。因此,零件以一定角度定向,减少支撑不是主要问题。


冰壶
与通过 SLA 生产的零件精度相关的最大问题之一是卷曲。卷曲类似于 FDM 中的翘曲。
在固化过程中,树脂在暴露于打印机光源时会略微收缩。当收缩量很大时,新层和先前凝固的材料之间会产生很大的内应力,从而导致零件卷曲。
支撑对于帮助将有风险的打印部分固定到构建板上并减少卷曲的可能性非常重要。零件方向和限制大平面层也很重要。过度固化(例如打印后将部件暴露在阳光直射下)也可能导致卷曲。
防止卷曲的最佳方法是在设计过程中牢记这一点。尽可能避免大而薄的平坦区域,或添加结构以防止零件卷曲。
层粘合
SLA 打印部件具有各向同性的机械性能。这是因为单次紫外激光通过不足以完全固化液态树脂。后来的激光通过有助于先前固化的层在非常高的程度上融合在一起。事实上,即使在打印过程完成后,固化仍在继续。
为了获得最佳的机械性能,SLA 部件必须进行后固化,方法是将它们放置在强紫外光下(有时在高温下)的固化箱中。这大大提高了 SLA 零件的硬度和耐温性,但使其更脆。后固化过程的结果意味着:
-
使用桌面 SLA 打印机以标准透明树脂打印的部件测试件 固化后的抗张强度几乎是 38 MPa 的两倍(65 MPa)。
-
零件可以在更高温度下在负载下运行(最高温度为 58ºC,而最高温度为 42ºC)。
-
断裂伸长率几乎是一半(6.2% 对比 12%)。
将 SLA 打印部件留在阳光下也会导致固化。尽管强烈建议在使用前喷涂透明的 UV 丙烯酸涂料,因为长时间暴露在紫外线下会对 SLA 部件的物理性能和外观产生不利影响——它们可能会卷曲、变脆或变色。
SLA 3D打印主要特点总结
SLA的主要特点总结如下表:
| 立体光刻 (SLA) | |
|---|---|
| 材料 | 光聚合物树脂(热固性树脂) |
| 尺寸精度 | ± 0.5%(下限:±0.10 mm)——桌面 ± 0.15%(下限 ± 0.01 mm)——工业 |
| 典型构建大小 | 高达 145 x 145 x 175 毫米 - 桌面 高达 1500 x 750 x 500 毫米 - 工业 |
| 常用层厚 | 25–100 µm |
| 支持 | 始终需要(生产精确零件所必需的) |
SLA 打印使用哪些材料?
SLA 材料以液态树脂的形式出现,可以根据零件的最终用途进行选择——例如,耐热性、光滑的表面光洁度或耐磨性。因此,树脂的价格差异很大,从标准材料的每升约 50 美元到特种材料(例如浇注树脂或牙科树脂)的每升 400 美元不等。与桌面 SLA 打印机相比,工业系统提供的材料范围更广,使设计人员能够更密切地控制打印部件的机械性能。
SLA 材料(热固性塑料)比使用 FDM 或 SLS(热塑性塑料)生产的材料更脆,因此 SLA 零件通常不用于承受大量负载的功能原型。材料的进步可能会在不久的将来改变这一点。
下表总结了最常用树脂的优缺点。
| 材质 | 特点 |
|---|---|
| 标准树脂 | + 光滑的表面光洁度 - 比较脆 |
| 高细节树脂 | + 更高的尺寸精度 - 更高的价格 |
| 透明树脂 | + 透明材质 - 需要后期处理以获得非常清晰的效果 |
| 浇注树脂 | + 用于创建模具图案 + 燃尽后灰分含量低 |
| 坚韧或耐用的树脂 | + 类 ABS 或类 PP 机械性能 - 低热阻 |
| 高温树脂 | + 耐温性 + 用于注塑和热成型工具 |
| 牙科树脂 | + 生物相容性+ 高耐磨- 高成本 |
| 柔性树脂 | + 类橡胶材料- 尺寸精度较低 |
SLA 后处理有哪些选项?
SLA 零件可以使用各种后处理方法完成非常高的标准,例如打磨和抛光、喷涂和用矿物油精加工。要了解更多信息,请阅读我们关于 SLA 零件后处理的详尽文章。

SLA 3D 打印有哪些优势?
-
SLA 可以生产尺寸精度非常高且细节复杂的零件。
-
SLA 零件具有非常光滑的表面光洁度,非常适合用于视觉原型。
-
提供特殊的 SLA 材料,例如透明、柔韧和可浇注的树脂。
SLA 3D 打印有哪些缺点?
-
SLA 零件通常很脆,不适合功能原型。
-
当零件暴露在阳光下时,SLA零件的机械性能和视觉外观会随着时间的推移而退化。
-
始终需要支撑结构,并且需要进行后处理以去除 SLA 部件上留下的视觉标记。
Hubs 的 SLA 3D 打印重要提示和技巧是什么?
SLA 3D 打印是适合您的零件或产品的制造解决方案吗?这些是我们的经验法则:
-
SLA 3D 打印最适合使用各种热固性材料制作表面非常光滑和细节非常精细的视觉原型。
-
Desktop SLA 非常适合以可承受的价格制造小型注塑成型零件。想想“比拳头还小”。
-
工业 SLA 机器可以生产非常大的零件,大至 1500 x 750 x 500mm)。
想了解更多?阅读我们完整的 3D 打印指南。
3D打印