

3D打印机有哪些种类,能做什么?
3D 打印是生产原型甚至某些最终用途零件的最佳制造方法。它通常是最具成本效益的选择,并提供巨大的价值,具体取决于您选择的具体技术。
有许多不同类别的 3D 打印机,其中包括许多不同类型的商业和工业打印机。本文介绍了 3D 打印机的主要类型以及它们能够生产的内容。
了解 3D 打印的复杂环境将有助于您制造您设计的零件,并为您节省大量时间和可观的资金。那么,让我们开始吧。
3D 打印机有哪些不同类型?
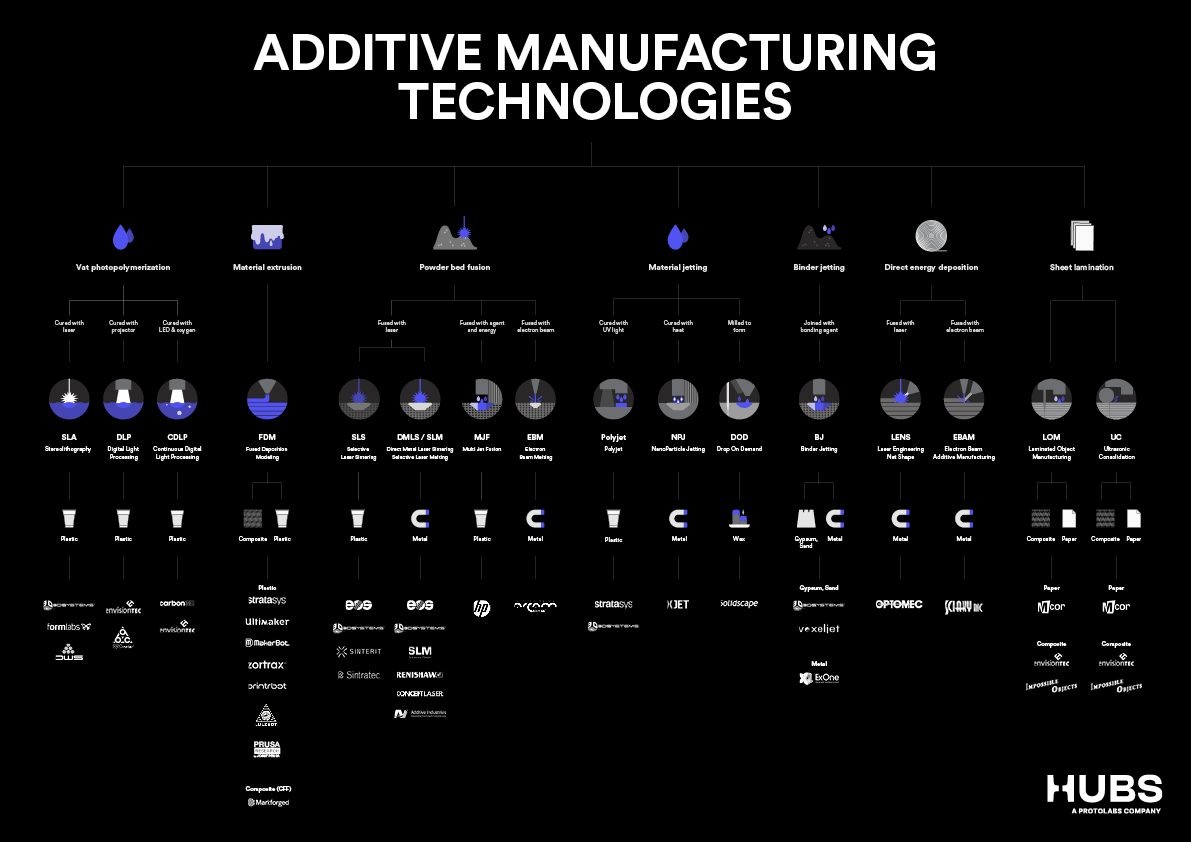
2015 年,创建了 ISO/ASTM 52900 以标准化 3D 打印机和 3D 打印技术的分类方式。共建立了七个工艺类别。
-
还原聚合: 光固化液态光敏聚合物(树脂)
-
材料挤压: 通过加热喷嘴沉积的熔融热塑性塑料(长丝)
-
粉末床融合 (PBF): 高能源融合的粉末颗粒
-
材料喷射: 液态光敏熔剂液滴沉积在粉末床上光固化
-
粘合剂喷射: 液体粘合剂液滴沉积在颗粒材料床上,然后烧结在一起
-
直接能量沉积: 熔融金属同时沉积熔融
-
片材层压: 将单张材料切割成型并层压在一起。
每个技术伞都包含许多不同类型的技术和打印机。我们在 Hubs 提供的工艺包括立体光刻 (SLA)、熔融沉积成型 (FDM)、选择性激光烧结 (SLS) 和惠普的多射流融合 (MJF)。
什么是vat光聚合以及它是如何工作的?
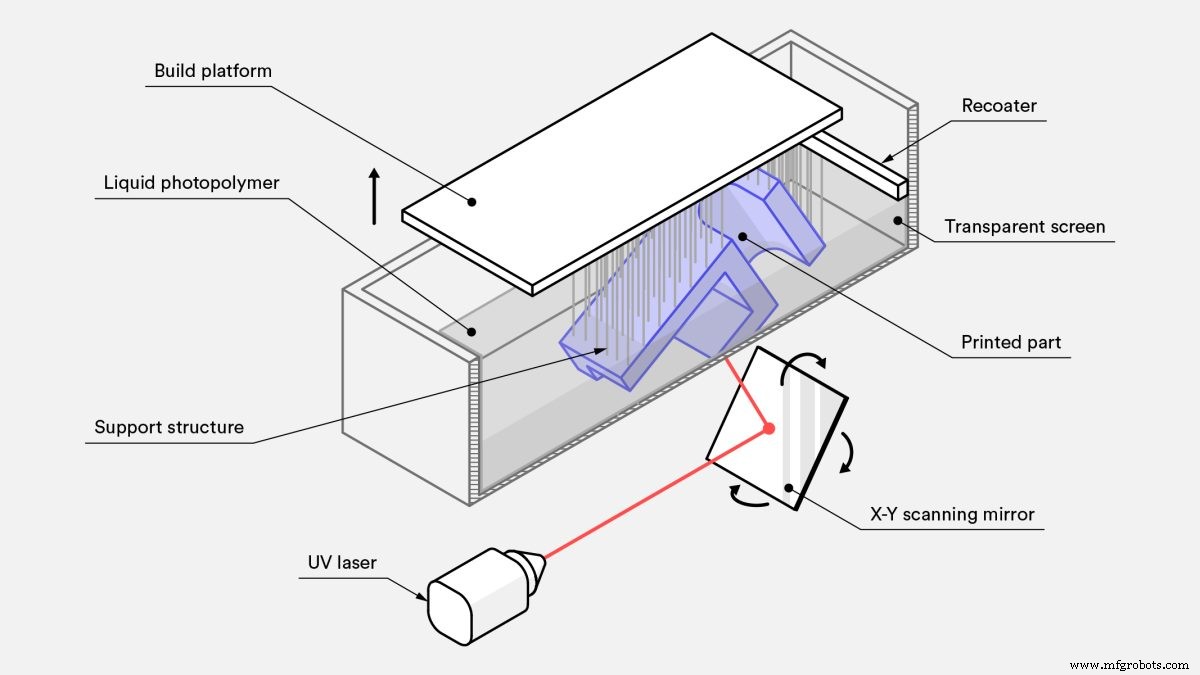
大桶光聚合通过使用紫外光源选择性地固化液态光聚合物树脂来生产零件。构建平台浸没在装满树脂的水箱中。光线通过反射镜选择性地穿过树脂表面。
一层固化后,平台会以小幅度升高或降低,以允许新液体流动。然后下一层被固化并与先前固化的一层相邻。在最后一层固化后,将印刷品从树脂中去除。在这个阶段,它已经完全成型,但可以在紫外线烘箱中进一步固化。
大桶光聚合3D打印机的种类
大桶光聚合有几种不同的印刷技术。最常见的三种是SLA,直接光处理(DLP ) 和连续液体界面生成 (CLIP)。它们在光源如何将光导向树脂方面非常相似。总体而言,SLA 是大桶光聚合系列打印机中最常见和最广泛使用的。
下面我们来分解一下不同类型的光聚合3D打印机:
-
SLA 使用单点激光沿着树脂表面绘制一条细线,填充待固化的横截面层的形状。它非常准确,但可能很耗时。
-
DLP 使用数字光投影仪一次闪烁整个图层的单个图像。这使得它比 SLA 更快。但由于投影仪是数字屏幕,每一层的图像都是由正方形像素组成,导致分辨率略低。
-
CLIP 与 DLP 相同,只是构建平台以连续运动方式移动。这允许更快的构建时间和沿 z 轴的更平滑的轮廓。
大桶光聚合材料
所有大桶光聚合打印机都使用光聚合物树脂,其中大部分是专有的。有许多不同的种类可供选择,包括用于通用原型制作的标准树脂。其他常见类型包括坚韧的ABS 类树脂、柔性橡胶类树脂、烧尽后灰分含量为零的透明可浇注树脂、用于非常坚硬的印刷品的陶瓷填充树脂和用于医疗器械的生物相容性树脂。
一些树脂,包括透明树脂,需要额外的后处理才能获得最佳视觉效果,或者在透明树脂的情况下,需要光学透明度。如果您为自定义零件选择 SLA,请查看我们对不同 SLA 3D 打印材料的比较 .
大桶光聚合的几何特性
桌面 SLA 和工业 SLA 打印机的构建量差异很大,但通常小于 FDM 或 PBF。它们在任何一个维度上最多打印约 300 毫米。大桶光聚合机可以打印高度复杂的零件,但由于需要支撑结构,不如 PBF 实现的复杂。
它在构建体积和复杂性方面的不足之处在于,大桶光聚合弥补了打印分辨率方面的不足,因为这些机器可以打印出令人难以置信的精细细节。
大桶光聚合的机械性能
大桶光聚合打印机生产的零件具有非常严格的公差,并且可以实现一致的可重复性。如果零件在打印后完全固化,它们也可以是完全各向同性的。但这项技术真正闪耀的地方在于表面处理。大桶光聚合可以打印出极其平滑的轮廓,媲美注塑成型 可以实现。
与其他技术相比,另一个主要优势是完全固化的部件可以制成水密和气密的。然而,固化过程是不可逆的,因此加热的部件会燃烧而不是熔化。

大桶光聚合打印机是否快速且经济高效?
大桶聚合是最古老的 3D 打印类型,最早的 SLA 打印机可以追溯到 1970 年代。打印机制造商之间的竞争继续压低价格,但它仍然很昂贵,与塑料粉末床熔合 (PBF) 的成本大致相同。这些机器比 SLS 的机器便宜,但材料更贵。
影响打印时间的因素很多,但大桶聚合通常被认为是最快的技术之一。
商业应用:你可以用大桶光聚合生产什么?
广泛的可用材料为大桶光聚合工艺提供了同样广泛的应用范围,从原型制作到最终用途部件。
高分辨率和严格的公差使该技术成为珠宝的理想选择 , 小批量注塑成型 以及许多牙科和医疗应用 .能够打印不透水的零件,使得大桶光聚合在汽车、航空航天和医疗保健行业很受欢迎。此外,光滑的表面光洁度使其成为注塑成型零件原型制作的最佳选择。
什么是材料挤压及其工作原理?
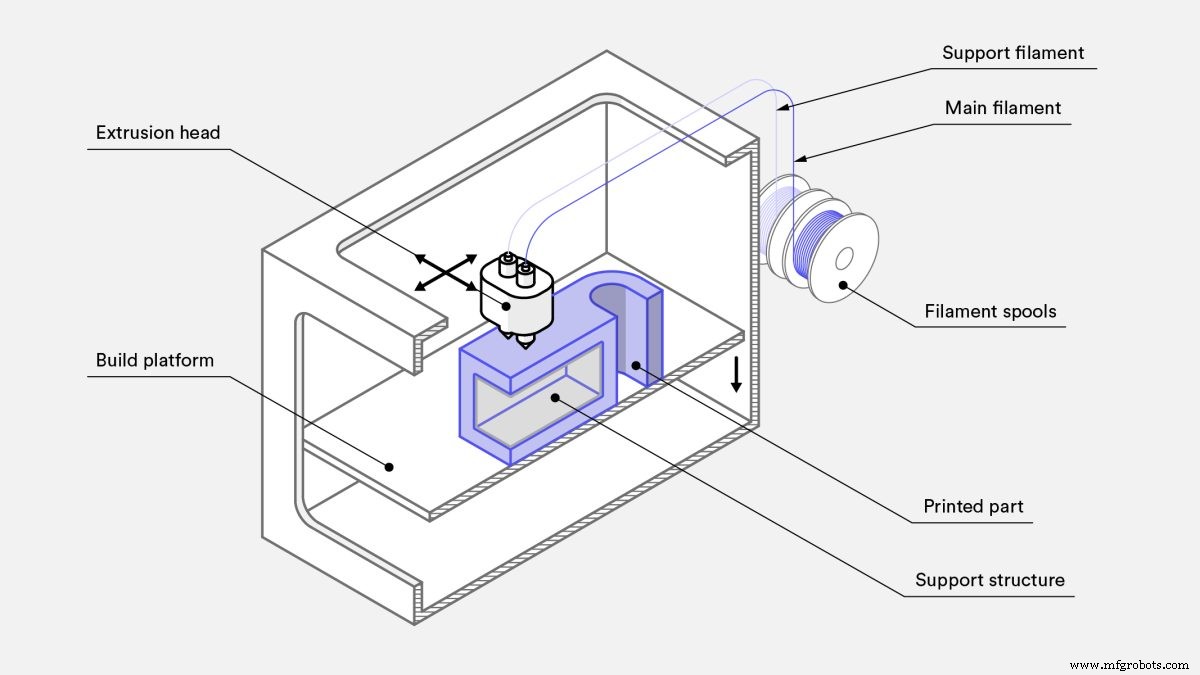
材料挤压通过在另一层上打印熔融热塑性长丝层来生产零件。长丝线轴通过加热的挤出喷嘴进料并熔化。打印机在精确的位置连续沉积熔化的灯丝,在那里它冷却和固化。想象一个自动热胶枪有条不紊地在平坦的构建表面上移动。
打印机喷嘴可以相对于构建平台沿三个轴移动。它沿着 x 轴和 y 轴跟踪打印的单个横截面的形状,沿 z 轴将横截面相互分层以构建完整的打印。
材料挤压打印机的类型
熔融沉积成型 (FDM) 和熔融长丝制造 (FFF) 是两种类型的材料挤出打印技术。材料挤压相对简单,是迄今为止市场上最具成本效益和广泛使用的印刷技术。
FDM 的两种主要类型是原型(桌面)和工业。我们将两者区分开来是因为,尽管技术几乎相同,但每种技术的规模却大不相同。
材料挤压材料
由于 FDM 应用如此广泛,市场上出现了数千种不同的灯丝。到目前为止,最常见的是 ABS 和 PLA,但也可以使用尼龙、PC、PETG、TPU 和 PEI。某些细丝还采用纤维增强,例如碳、凯夫拉尔、玻璃纤维、木材和金属。
如需详细了解如何为您的工作选择合适的灯丝,我们编写了一份指南比较不同的 FDM 3D 打印材料 .
材料挤压和 FDM 的几何属性
有成千上万个品牌的 FDM 打印机,有各种形状和尺寸。最大的有各种尺寸约 1,500 毫米的构建平台,而最小的可以轻松地放在您的咖啡机旁边的办公桌上。
由于零件是自下而上构建的,因此某些特征(例如悬垂)需要与实际零件一起构建的支撑。在这种情况下,FDM 并不总是打印更复杂组件的理想解决方案。
分辨率是灯丝的函数,最细的灯丝约为 0.15 毫米厚。灯丝是圆形的,这意味着不能打印尖角,除非打印后处理,否则墙壁永远不会平整。
材料挤压和 FDM 的机械性能
FDM 打印机通常不用于生产功能性最终用途部件,但也有一些例外。它们不是最精确的 3D 打印机,因为它们打印的部件在 z 轴上较弱。零件在每个表面上也有非常清晰的分层。
材料挤压和 FDM 是否快速且经济高效?
FDM 打印机以成本较低而闻名,台式机的价格在 500 美元到 5,000 美元之间。另一方面,工业级机器可能会更贵,即使是最专注的爱好者也无法负担得起。
材料挤出机拥有成本低廉且易于运行,但外包同样受欢迎,因为该技术的普遍性使得一天交货时间成为普遍做法。
标准 FDM 材料随处可见,竞争使价格下降。单个零件的打印时间很快,但与大桶光聚合或 PBF 不同,没有规模经济。这使得 FDM 在大批量运行时相对较慢,并且对于大量零件而言可能不是最佳价值。
商业应用:您可以使用材料挤压和 FDM 生产什么?
虽然 FDM 零件不像使用其他技术制造的组件那样耐用或美观,但它们具有很高的成本效益。这些特性使得 FDM 成为原型设计多个阶段最常用的技术,尤其是在概念验证阶段的早期。
只要分辨率和表面光洁度不是关键因素,FDM 的各种可用材料、速度和成本效益也使其对某些类型的生产零件非常有吸引力。工业 FDM 打印机可以使用坚固的材料(例如夹具、夹具和固定装置)轻松生产功能原型和最终用途零件 .就价格而言,用 FDM 机器生产后一种组件比传统制造更可取。
什么是粉末床融合 (PBF) 及其工作原理?
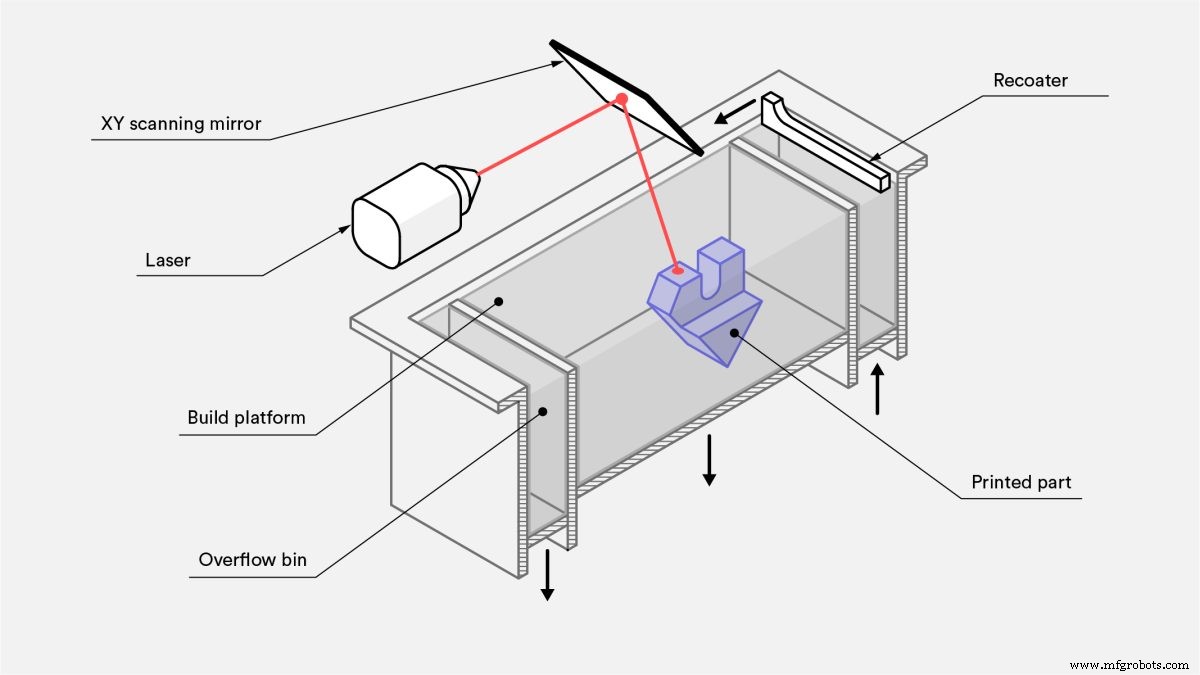
粉末床熔合打印机通过选择性地将粉末颗粒熔化或烧结在一起形成一个完整的物体来生产零件。粉末材料被加热到略低于其熔点,并在构建平台上形成一层非常细的层。然后将激光或电子束引导穿过粉末的表面,将颗粒融合在一起,形成一个单一的打印横截面。
在每一层之后,降低构建平台并重复该过程。每个新层都与前一层融合,直到所有层都融合到一个对象中。
由于层是在彼此之上构建的,未融合的颗粒充当打印的支撑结构,从而消除了对大多数单独的支撑结构的需要。打印完成后,去除多余的支撑粉并回收利用。

PBF 打印机的类型
许多 3D 打印机使用 PBF 技术。最常见的打印机类型是选择性激光烧结 (SLS )、直接金属激光烧结 (DMLS)、选择性激光熔化 (SLM)、HP 的 Multi Jet Fusion (MJF )、高速烧结 (HSS) 和电子束熔化 (EBM)。 SLS 最常见于塑料,DMLS 和 SLM 最常见于金属。
-
SLS 打印机使用激光将颗粒烧结在一起来生产固体塑料部件。
-
DMLS 打印机使用激光将颗粒烧结在一起,从而制造出多孔金属部件。
-
SLM 打印机使用激光将颗粒熔化在一起来生产固体金属部件,而不仅仅是烧结它们。由于这只有在颗粒具有相同熔点时才有可能,因此 SLM 只能打印单一金属,不能打印合金。
-
MJF 通过结合 SLS 和材料喷射技术生产实心塑料零件。在构建平台上散布一层塑料粉末后,带有喷墨喷嘴的打印头会选择性地沉积促进和抑制融合的试剂。然后,一束高功率红外光束从该层上方穿过,仅对涂有熔剂的区域进行熔合。
-
EBM 使用电子束将颗粒熔化在一起来生产固体金属零件,但零件必须在真空中生产。该工艺只能用于导电金属。
-
HSS 使用喷墨打印头将红外吸收流体直接沉积在一层薄薄的塑料颗粒上,该塑料颗粒散布在构建平台的加热表面上,勾勒出需要烧结的区域。然后用红外线将流体下的粉末熔化成一层。
-
MJF 使用喷墨阵列在尼龙粉末床上选择性地涂抹熔合剂和细节剂,然后通过加热元件将其熔合成固体层。
粉床融合材料
SLS 打印塑料和尼龙复合材料,例如 Alumide,它是尼龙和铝的组合。聚丙烯是一种热塑性聚合物,在 SLS 和 MJF 中也越来越受欢迎。
While materials continue to evolve for SLS, nylon is still the most common material used. There are dozens of different nylons available, but PC, PEEK, PEKK, flexible TPUs, and composite and reinforced nylons are becoming common. Parts are usually printed in white and can be dyed any color.
MJF can only print in nylon. Because the fusing agent is black, in the past, parts could only be printed in gray. Today, however, HP Jet Fusion 500/300 series printers can print parts in full color and white. This series is being phased out but will still be supported for years.
Geometric properties of powder bed fusion
PBF printers can be manufactured larger than those for vat photopolymerization, but even large PBF printers rarely exceed 300 to 400 mm in any dimension. These printers can also print parts in high resolution. Because unused powder acts as a support material as print layers are built up, PBF can produce parts from very complex digital models.
Potential complexity is the same for MJF and SLS, with both achieving better results than SLA. However, SLA has even higher resolution (its layer height can go down to 25 microns whereas SLS always prints at 100 microns and MJF at 80 microns). MJF can produce slightly better resolutions than SLS, but SLS offers a broader range of materials
For metal, DMLS can print parts with some of the highest resolution available, followed by SLM and then EBM.
Mechanical properties of powder bed fusion
PBF can produce tolerances on par with vat photopolymerization, but PBF parts are much stronger. PBF can produce functional plastic parts with the best mechanical properties any 3D printing technology is capable of. MJF prints are slightly stronger than SLS and also have a smoother surface finish.
EBM systems produce less residual stresses than DMLS and SLM, resulting in less potential distortion. The metal parts made by DMLS are not as strong as those by SLM, since the powder particles are only sintered and parts remain slightly porous. However, SLM parts can have mechanical properties on par with traditional manufacturing technologies such as machining and forging.
All PBF prints have a slightly rough finish due to being made from powders, though can easily be polished smooth with simple post-processing.
Is powder bed fusion fast and cost-efficient?
PBF market competition continues to drive prices down, but it remains expensive. For metal 3D printing, it is still extremely expensive, usually costing more than CNC machining. For plastics, the cost is comparable to vat photopolymerization. MJF is usually around 10 percent cheaper than SLS.
When it comes to low volumes for plastics, SLS and MJF are slower than vat photopolymerization and FDM. However, they are the fastest for large batches because parts get printed directly on the build platform.
Commercial applications:what can you produce with powder bed fusion?
The ability to produce strong functional parts makes PBF the preferred technology for producing low volumes of functional plastic parts across all industries. Common applications include one-off industrial hardware such as machine parts, jigs, grips, and fixtures as well as low-volume production runs of customized plastic components.
Because of how expensive they are, DMLS, SLM, and EBM are only used when a part’s geometric complexity is too expensive to be machined or surpasses what machining can produce. Being able to produce very complex parts makes PBF the go-to technology for rapid prototyping.
What is material jetting and how does it work?
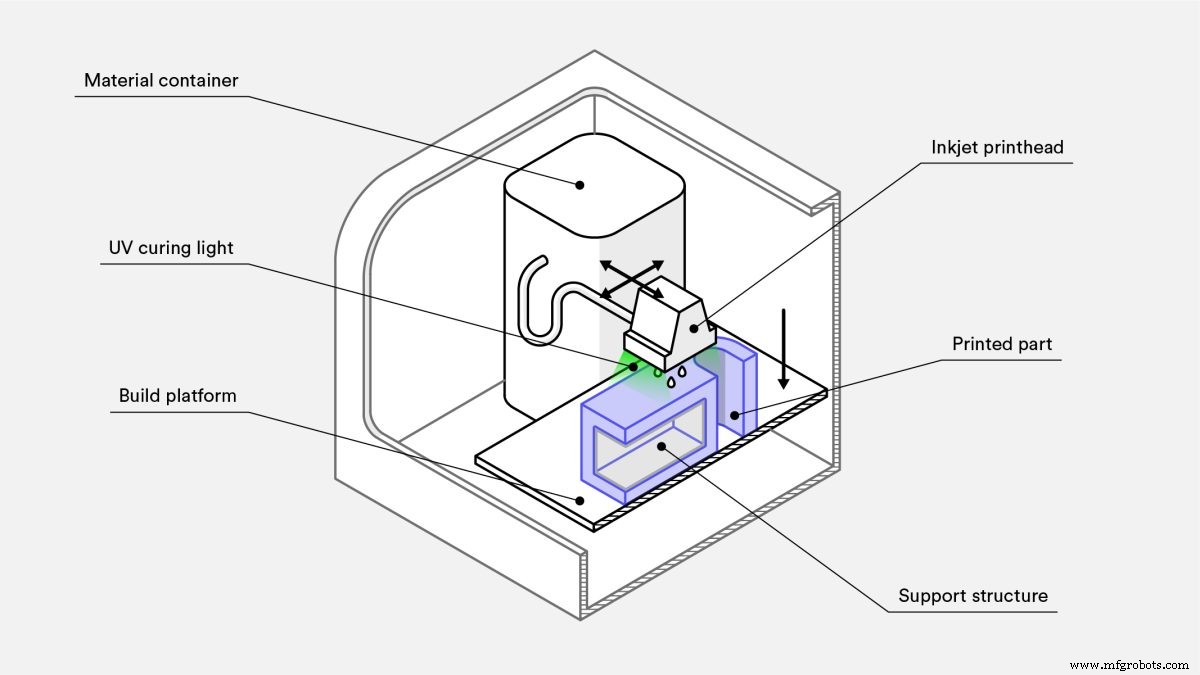
Material jetting produces parts by jetting tiny droplets of a liquid material onto the build platform and solidifying them with heat or light. Much like the standard 2D ink jetting process, a printhead with hundreds of material jets moves over a build platform, depositing material along an X-axis carrier, sweeping back and forth like the windshield wipers on a car and covering one whole layer in a single pass.
One printhead can carry jets for multiple materials, allowing for multi-material printing, full-color printing, and dispensing disposable support structures, such as wax.

Types of material jetting 3D printers
Within the material jetting category there are a few distinct printing technologies. The three most common are PolyJet, NanoParticle Jetting (NPJ), and Drop-On Demand (DOD). As of mid-2022, PolyJet is by far the most popular.
-
PolyJet, the first material jetting technology, is patented and owned by Stratasys. This kind of printer dispenses liquid photopolymer resin and easy-to-remove support material from the printhead, which is then cured by a UV light.
-
NPJ is a technology patented by XJet. Unlike with PolyJet, where each layer is cured before the next is deposited, NPJ prints are cured once all the layers are deposited. Metal or ceramic nanoparticles are suspended in a liquid, which is deposited by the printhead along with support material. Heat in the printer causes the suspension liquid to evaporate as each layer is deposited, leaving only slightly bonded metal or ceramic and supports behind. Once the final layer is complete, the support material is removed and the whole part is sintered to bond all the nanoparticles.
-
DOD is a technology patented by SolidScape (acquired by Stratasys). It is very similar to PolyJet, but was developed specifically for high-precision printing in wax for investment casting and mold making, targeting the jewelry industry. Unlike in PolyJet, the printhead can print curves in high resolution by moving in both x- and y-axes. After the material droplets are deposited, each completed layer is skimmed with a fly cutter to ensure a perfectly flat surface. These factors improve the final dimensional accuracy.
Materials for material jetting
Due to the variety of technologies in the category, a wide range of materials is available for use with material jetting printers. The most common are photopolymers, flexible plastics, casting wax, metals, and ceramics.
PolyJet printers are known for being able to produce full-color, multi-material, multi-texture prints.
Geometric properties of material jetting
Build platforms can get quite large—measuring up to 1 square meter, they are almost as large as those used in FDM. Individual parts can also be very large, filling out the whole print bed. Given that fully solid supports are built up around the part, they can also produce very complex parts.
Mechanical properties of material jetting
Material jetting printers are highly precise and able to produce parts with very high tolerances, although the strength of parts is typically less than what FDM or PBF can achieve. The surface finishes are highly smooth, but there is also an option to print in a matte setting.
Is material jetting fast and cost-efficient?
No matter the printer type, material jetting is actually quite expensive. The materials are expensive and the support structures are printed solid, which means there is a lot of material wastage per part.
Production speeds are comparable with PBF printers.
Commercial applications:what can you produce with material jetting?
Material jetting is an expensive 3D printing technology, but its extremely high dimensional accuracy and smooth surface finishes make it the only viable solution when dimensional accuracy or impressive visuals are critical. This is often the case for highly realistic prototypes, anatomical models, complex and high-precision tooling, jewelry, medical devices, and surgical tools.
Multi-material printing is commonly used for haptic feedback prototypes, for example, a stiff case with flexible buttons.
What is binder jetting and how does it work?
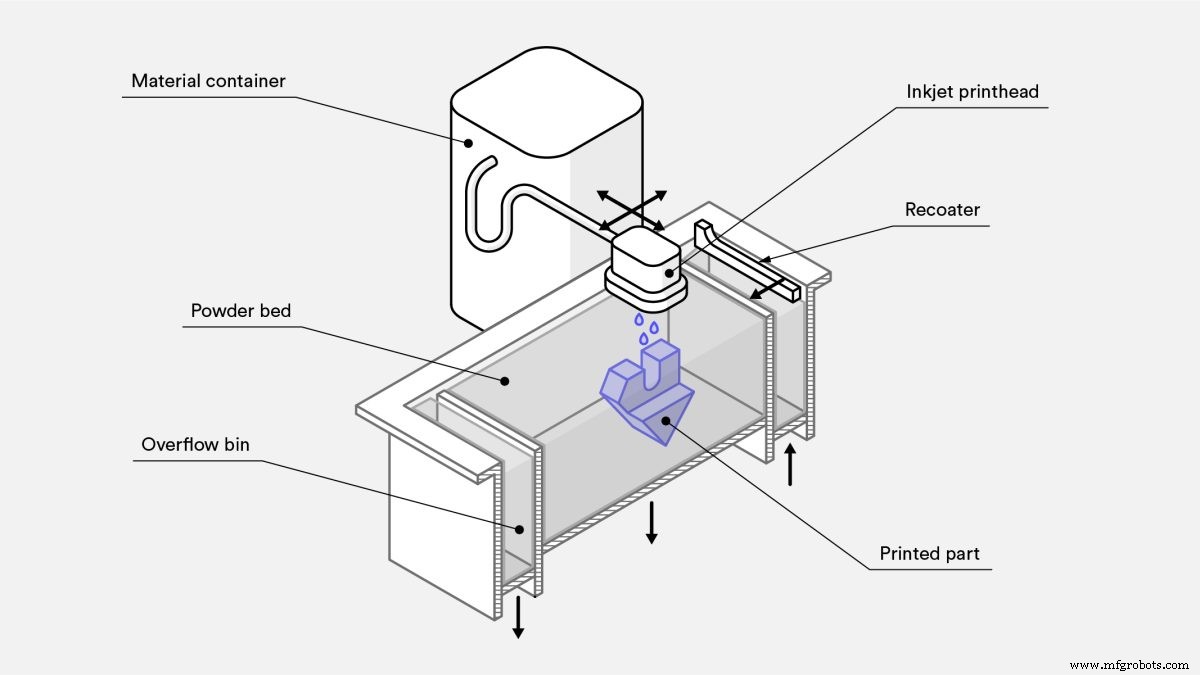
Binder jetting produces parts by selectively depositing a binding agent over a powder bed. The build platform is first covered with a very thin layer of material powder. A printhead covered in inkjet nozzles then passes over, depositing a binding agent where the print is to be formed. Binder jetting printers can also print in color by depositing colored ink after the binding agent, before a new layer of powder covers the previous one.
Once the final layer is finished, the part is left to cure in the powder and let the binding agent gain strength. Once removed from the powder bin, some kinds of materials are ready. However, if parts are for functional use, most need to be infiltrated and sintered, causing them to shrink by up to 40 percent.
Types of binder jetting 3D printers
Binder jetting is achieved by only one technology, though there are many different kinds of printers, differentiated by the kinds of materials and binders they can use.
To learn more, read our introductory article on binder jet 3D printing.
Materials for binder jetting
Because prints are held together by a binding agent—as opposed to bonds between particles of the build material—many materials that can be powdered can be printed with binder jetting. The most common materials are sands, ceramics, and metals, though plastics can also be used.
Geometric properties of binder jetting
Binder jetting is best suited for parts smaller than the size of a fist.
Because the unused powder serves as a natural support structure, complex parts are also possible. However, one constraint is that thickness should never exceed 10mm because the filtration may be inconsistent. As well, the resolutions are high, on par with PBF.
Mechanical properties of binder jetting
Binder jetting can produce parts with good tolerances, but the final tolerance can be hard to predict since shrinkage occurs with post-processing.
Before infiltration, metal parts are extremely weak and can crumble if not handled carefully. After infiltration, they are close to fully dense, but their mechanical properties do not meet the higher quality of traditionally manufactured parts.
The surface roughness of these metal parts is better than that achieved with DMLS and SLM.
Is binder jetting 3D printing fast and cost-efficient?
Binder jetting is an affordable technology, costing even less than vat photopolymerization and PBF. Print speeds are comparable to PBF and in line with other technologies for low-volume runs, but fast for higher volumes.
Commercial applications:what can you produce with binder jetting?
Because it can produce complex parts quite quickly and cost-effectively in a variety of colors, binder jetting is ideal for full-color prototyping. The price point of binder jetting is lower than material jetting and, despite its mechanical-property limitations, it can still achieve resolutions suitable for most prototypes.
This is also one of the fastest and most affordable techniques for producing complex, high-precision metal and ceramic parts. Many different powders are available, and print beds can be relatively large. The mechanical properties of binder-jetted metal parts do not match the strength or tolerances of PBF prints but they can still be functional if infiltrated and sintered.
Binder jetting is especially attractive for producing complex casts from sand because it can print large, complex geometries at a relatively low cost. And the process is simple enough to be integrated with most traditional foundry processes.
What is direct energy deposition and how does it work?
Direct energy deposition (DED) produces parts by layering beads of molten material, which is usually metal. The technology is very similar to that used in plastic material extrusion printers, but for metal. The feedstock material, which is either powder or wire, is continuously pushed through a nozzle and melted by a laser or an electron beam or arc at the point of deposition, where it cools and solidifies.
The nozzle can move along multiple axes in relation to the build platform. Three-axis machines trace the shape of a single cross-section of a print along the x-axis and y-axis, layering cross-sections on one another along the z-axis to build up the full part. Five-axis DED printers are not limited to building up parts layer by layer because they can deposit material from any angle. This means they can do more than simply build up parts from scratch and are often used to deposit material on multiple sides of existing objects.
DED is often referred to as direct metal deposition (DMD). There are also many different proprietary technologies whose names are often used interchangeably, even though they differ in their materials and energy sources.
All work according to very similar principles. Laser Engineered Net Shaping (LENS) by Optomec is the best-known example of a technology that fuses powders with a high-powered laser. Electron Beam Additive Manufacturing (EBAM) by Sciaky is the best-known example of a technology that fuses extruded wire with an electron beam.
Types of DED printers
LENS utilizes a deposition head consisting of a laser head, powder dispensing nozzles, and inert gas tubing. The laser travels through the center of the head to create a melt pool on the build area and powder is sprayed from the sides where it is melted and then solidified. The inert gas forms an oxygen- and moisture-free shroud, which prevents surface oxidation and promotes better layer adhesion.
EBAM feeds metal welding wire through the nozzle and melts it with an electron beam at the contact point with the build area. Essentially, EBAM is FDM for metals.
Materials for DED
LENS technology can print in both metals and ceramics, although ceramics are by far the more common material in use. Available materials for both LENS and EBAM include almost any weldable metal, such as aluminum, steel, titanium, Inconel, tantalum, tungsten, nickel, and niobium.
Geometric properties of DED
Another key advantage of DED is the very large print bed sizes. It is not uncommon for large manufacturers to build customer DED printers with build envelopes that are multiple meters long along any dimension.
Support structures are possible but difficult because the large liquid melt pool at the deposition point does not allow for overhangs. The same attribute means complex geometries are also not possible. Resolution is very poor compared with other metal 3D printers. Powder particle sizes are between 50 and 150 microns and welding wire ranges from 1 to 3mm in diameter.
Sharp corners, for example, can only be achieved in post-processing, typically by a CNC mill. This is very common practice, as new material is built up with DED and then machined to the desired precision.
Mechanical properties of DED
The high amount of energy required to maintain a melting point at the point of deposition creates large thermal gradients that can cause a lot of residual stress, but DED produces fully dense parts with mechanical properties that are as good as forged metal parts.
The low resolution, however, means parts tend to have a poor surface finish, requiring secondary machining to achieve the most desired results.
Is DED fast and cost-efficient?
The two most important advantages of DED are print speed and material cost. All DED technologies are relatively fast at laying down material, with the fastest machines printing 11kg per hour, (albeit with very low resolution). The metal feedstock used is also cheaper than that used by other metal 3D printers.
The powders are usually commercial off-the-shelf (COTS) materials designed for welding and are widely available. But for simple parts, traditional manufacturing is still almost always cheaper.
Commercial applications:what can you produce with DED?
The three main applications of DED are part repairs, feature additions, and near-net-shape part production. Essentially a form of welding, DED can print onto existing parts. This makes it ideal for repairing broken parts and adding features that cannot be added via other processes. Tool repair is by far the most common use, and companies turn to DED when expensive machinery proves more cost-effective to fix than reorder, such as in heavy industry.
Because the resolutions are so low, most parts also require post-processing with a CNC mill. Parts are therefore printed near to net shape, with the expectation that they will be machined to proper tolerances. Because conventional manufacturing is almost always cheaper, near-net-shape DED printing is only used when traditional manufacturing is very slow, expensive, or simply not possible.
What is sheet lamination and how does it work?
Sheet lamination produces parts by stacking and laminating sheets of material cut to match a part’s single-horizontal cross-sections. In some printers, the sheets are first cut and then laminated. In most, the sheets are first laid and laminated and then cut to size.
Types of sheet lamination printers
This is one of the simplest methods of building up 3D models. Despite its simplicity, there are many different proprietary technologies based on material, lamination method, and cutting method. In most cases, the process is a simple variation of paper laminated object manufacturing (LOM). Ultrasonic consolidation (UC) is the only radically different technology, as it uses ultrasonic welding rather than a separate bonding agent.
-
LOM laminates sheets together with a bonding adhesive and then subtracts features layer by layer, using CNC milling, laser cutting, or water-jet cutting.
-
UC follows the same process at LOM, except the lamination is achieved through ultrasonic vibrations as a form of friction welding.
Materials for sheet lamination
Across all the different types of printers, there are many available materials:papers, most polymers, fiber-reinforced polymers, ceramics, and just about any metal. Multi-material layers can also be achieved with all these materials, provided each layer can be laminated and shaped with the same methods.
Using colored sheets enables full-color prints across the color spectrum.
Geometrics properties of sheet lamination
Sheet lamination print beds vary quite a lot in size, but are comparable to SLA and SLS printers. Large-format printers are not common.
Because the sheet cutting methods are relatively simple, highly complex shapes are not possible. However, because support structures are not necessary, internal structures are possible.
One additional design option is to lay embedded wiring between sheets. Most processes do not require heat, so expect a reduced risk of high temperatures destroying them. Typical layer resolution depends entirely on the material feedstock
Mechanical properties of sheet lamination
Dimensional accuracy and surface finishes are on par with what can be achieved with a simple CNC milling machine, laser cutter, or water-jet cutter. The weakness of the bond between sheets, however, means that these parts are unsuitable for structural or functional purposes.
Is sheet lamination fast and cost-efficient?
LOM is very cost-effective thanks to the ready availability of all the raw materials. The lack of pre-production preparation means the printers are also very fast.
What are the commercial applications of sheet lamination?
LOM was originally used in architecture for building models. Today its most common use is for highly detailed, colored objects, typically for proof-of-concept and look-and-feel prototyping.
Frequently asked questions
How do I decide the right 3D printing technology for my custom parts?
There are many factors to think about before settling on the right 3D printer for your manufacturing needs. These include functionality, materials required, cosmetic characteristics, process capabilities and many more. To start, check out this comprehensive resource on selecting the right 3D printing process, and remember that you can (and should) always test different printing methods before finding the one that's perfect for your custom parts.
What 3D printer is optimal for complex geometries.
For designs with complex geometries, we highly recommend opting for a powder bed fusion technology like SLS or MJF.
What do I do if several 3D printers work for my custom parts?
Oftentimes, several different 3D printing processes can produce your parts. If this ends up being the case, compare the cost and properties of each to determine the right manufacturing fit.
What 3D printing technology is right for functional polymer parts?
For functional polymer parts, go for thermoplastics ( SLS or FDM) over thermosets (SLA/DLP or material jetting).
What 3D printing technologies will give me the best cosmetic appearance?
For the best cosmetic quality, thermosets (SLA/DLP or material jetting) will give you the most impressive aesthetics.
What's the best 3D printing technology for metal parts?
Honestly, we recommend pivoting to CNC machining for producing metal parts, though if your designs are very complex, DMLS and SLM are viable alternatives to milling and turning.
3D打印