

退火 3D 打印。轻松改进 3D 打印!
任何曾经打印过 3D 对象的人都知道,当它完成时,可能会有一些令人讨厌的惊喜等着你。
翘曲、分层和其他缺陷会毁掉原本美丽的印刷品。
但是您是否知道对打印件进行退火可以帮助避免这些问题并产生更好的打印件?
3D 打印是一项神奇的技术,已经风靡全球。但是,与任何其他技术一样,它也有其怪癖。
退火 3D 打印件
3D 打印最常见的问题之一是打印效果不如您希望的那么强大。这通常是由于对打印件施加的热量不足,导致塑料冷却过快。
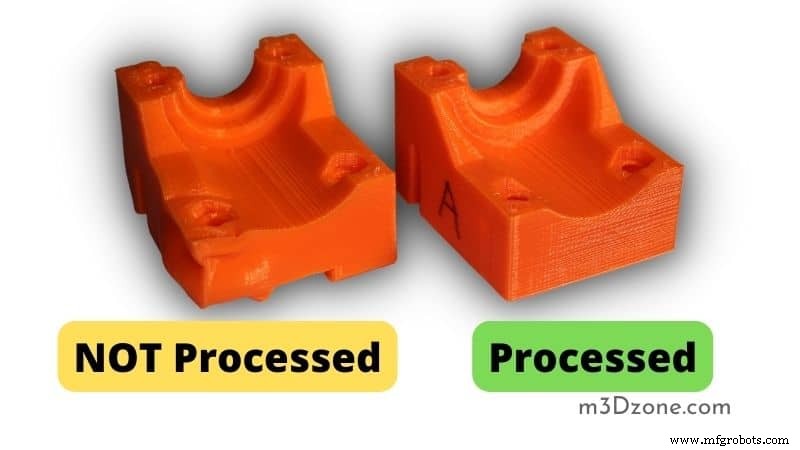
如果您想改进您的打印对象,那么您应该对它们进行退火处理!对 3D 打印件进行退火处理是提高其质量和耐用性的好方法。
什么是 3D 打印中的退火?
退火是一种热处理工艺,用于在退火温度下改变金属的物理和机械性能。目的是软化金属,消除应力,提高其延展性和韧性。
它通常用于金属和合金的制造以及金属零件的制造。该过程包括将金属加热到特定温度,然后将其在该温度下保持一段时间。
经过所需时间后,将金属缓慢冷却至室温。
您需要了解的关于 3D 打印过程中退火过程的提示
热变形温度
退火是一个只能在能够承受更高温度的金属上进行的过程。金属必须加热到再结晶温度或热变形温度以上但低于熔点。
熔化温度
此外,您必须仔细控制退火温度和时间以达到预期的效果。退火后将金属缓慢冷却至室温或熔化温度。同样,您可以使用燃气或电烤箱进行操作。
当它是燃气烤箱时,您将通过将炉壁加热到合适的温度来间接加热。相比之下,使用电烤箱时,您将直接加热工作场所。
退火 PLA 的工作原理是什么?
退火聚乳酸的工作原理是将灯丝加热到特定温度并在该温度下保持一段时间,以分解材料内的晶体结构。
随后是在受控条件下进行冷却,通常是在冷空气或水中,但有时使用外部散热片或其他设备,如加热打印床。
该过程可以多次完成并不断改善材料性能。 PLA 是一种无定形塑料,这意味着它不像金属或其他晶体材料那样具有规则重复的原子模式。
它由称为无定形区域的不规则块组成,散布在称为微晶的其他区域之间。当这些长链分子升温时,它们会变得更具流动性,更容易相互滑过。
为什么 PLA 需要退火?
PLA是一种由玉米淀粉和糖制成的热塑性塑料。它的熔点低于其他热塑性塑料,例如丙烯腈丁二烯苯乙烯 (ABS) 和聚对苯二甲酸乙二醇酯 (PETG)。它可以通过挤出机喷嘴的热量快速熔化。
PLA的低熔点使其在高温印刷时容易翘曲和收缩。
退火 PLA 可消除 3D 打印过程在高温下产生的应力,并提高其延展性和韧性。这导致退火零件不太可能翘曲或收缩,并且更耐破损。
PLA 也需要退火,因为 PLA 灯丝是由可生物降解的材料制成的。退火工艺为灯丝提供了额外的强度和耐用性,使其更适合用于 FDM 打印机。

如何退火 PLA 打印件
可以使用气体或电炉执行退火工艺。 PLA灯丝退火时,必须使用低于灯丝熔点的温度。
PLA 灯丝退火的推荐温度为 175 摄氏度。灯丝应加热至此温度并保持 30 至 60 分钟。经过规定时间后,灯丝应缓慢冷却至室温。
必须仔细控制退火温度和时间以达到预期的效果。金属退火后应缓慢冷却至室温。
如何在不翘曲的情况下退火 PLA?
人们对 PLA 进行退火的主要原因之一是为了防止翘曲,但是如果没有烤箱,你怎么能做到这一点呢?
虽然它不如使用熔炉那么有效,但有几种方法可以用来加热你的印刷品,使其足以引起再结晶。
- 第一种方法是将打印件放在电热板上,并将温度设置为 100 摄氏度左右。确保加热板水平,这样您的打印件在加热时不会变形!
- 第二种方法是使用吹风机。将气流对准零件约 15-20 秒,然后关闭烘干机,让零件慢慢冷却。
- 第三种方法是使用热风枪。这种方法的关键是确保喷枪与打印件保持约 15-20 厘米的距离,并在加热时缓慢地来回移动它。请务必注意,这些方法都不像使用烤箱那样有效,但它们有助于最大程度地减少可能发生的翘曲。
玻璃化转变温度。你退火 PLA 的温度是多少?
PLA 灯丝退火的推荐温度为 175 摄氏度,最多需要 60 分钟。但是,您必须注意,适当的退火时间会有所不同。
经过所需时间后,灯丝应缓慢冷却至室温。有些材料还可以在 140 到 370 摄氏度的玻璃化转变温度下进行退火。
退火如何让您的 3D 打印效果更好
该过程导致更重要的金属部件具有更均匀的晶粒结构。当您对 PLA 打印件进行退火处理时,它们不太可能因温度随时间的变化而翘曲和改变形状。
之后(如果你愿意的话)它会让你更容易打磨你的打印件,因为它们的层会整齐地排列在一起。
在将 ABS 零件粘合在一起时,退火 ABS 比使用传统的溶剂辅助粘合方法特别有利。
对 3D 打印件进行热处理后,其所有表面和层都应具有相似的晶体结构,因此更有可能与粘合剂或环氧树脂更好地粘合——尤其是当它们来自同一个线轴时!
您的印刷品在经过退火处理后也很可能会变得更加闪亮和多彩,因为退火过程往往会烧掉可能仍然存在于您的印刷品上的任何有光泽的 PLA 清漆。
在粘合在一起之前经过热处理的 3D 打印不需要像未上漆的那样需要太多的夹紧,因为有更大的表面积可以接触粘合层。
对于金属部件,您也不需要那么多螺栓或铆钉将它们固定在一起——至少在某些条件下是这样!退火 ABS 灯丝使其在挤出过程中变得更熔化,如果您打算用 ABS 打印,这很好。
它使 ABS 细丝更容易与其下面的层粘合,减少翘曲的机会。
透明材料退火
有许多不同类型的透明材料,包括退火玻璃、熔融石英和蓝宝石。这些材料具有高度的光学均匀性,这使得它们非常适合光纤和激光等应用。
您绝不能忘记在玻璃化转变温度下对透明材料(例如玻璃)进行退火。存在许多其他透明材料,但可能不如上述三种透明材料。
例如,窗户玻璃是由熔化的沙子制成的,该沙子已经冷却形成固体,只有大约 600 纳米或更小的微观表面不规则性。相比之下,大多数蓝宝石的表面特征只有几微米!
对任何材料进行退火时,关键是将其提高到其再结晶温度 (T) 以上。它应该在该温度下保持足够长的时间,以使足够数量的微晶生长。一个特征性的时间依赖性增长曲线。
随着原子核的数量呈指数增长,投入到生长晶体中的能量比形成新晶体的能量要多。这个生长阶段称为静态再结晶,因为晶体尺寸没有净变化。
此时,T 等于退火温度,这意味着温度的任何进一步升高都不会导致晶体尺寸或密度发生变化!
它们冷却的速度决定了成核发生的速度 因此,生长的晶体将采取什么形状。较慢的冷却速度产生窄晶粒,而较快的冷却速度产生较大的晶粒。
为获得最佳结果,尤其是在对熔融石英(二氧化硅)等非常纯的材料进行退火时,控制 T 和冷却速率至关重要。
如果退火时间为小时,温度必须保持在0.1摄氏度以内;然而,对于较短的退火时间(几分钟),这种公差可能会下降到百分之一摄氏度。
至于冷却速度,每分钟 50 毫米和每分钟 150 毫米之间的差异可能很大。纯度较低的材料通常更能容忍不精确的 T 和冷却速率控制。
您应该注意,透明材料在退火过程中容易开裂。甚至试图通过在水浴中控制冷却来避免对材料造成任何压力也是有风险的!
退火PETG。 PETG可以退火吗?
关于退火的最常见问题之一是 PETG 是否可以退火。这个问题的答案有点复杂。 PETG的再结晶温度远低于PLA和ABS,因此很难成功退火。
但是,如果您可以将温度提高到再结晶温度以上并保持足够长的时间,PETG 将像任何其他材料一样退火。主要挑战是在不损坏打印对象的情况下达到所需的温度。
由于 PETG 的再结晶温度比 PLA 或 ABS 低,如果温度太高更容易损坏。这意味着退火温度必须更低,温度需要更长的时间才能获得成功的结果。
退火后我的 PLA 会收缩多少?
你的 PLA 会缩水很多。它在所有维度上缩小 10% 并不少见!您应该三思而后行打印具有非常薄壁或悬垂的零件,特别是如果它们很长且没有支撑,因为您的零件会因退火而显着翘曲和改变形状。
这包括打印侧面的悬垂倒角。 If you want the edges to line up nicely with each other after annealing them, make sure their bottom layer doesn’t have any sharp corners or cuts around it since those can get stressed easily by heat treatment too.
On average, your ABS prints might shrink about 2-3% in all dimensions before they start warping significantly from being annealed. Your part’s shape might change a bit, too, especially if you have very thin walls or overhangs.
If the walls are too thin to remain straight without bowing out toward the inside of your print after being annealed, they’ll most likely break off when you try removing it from your build plate.
How Do I Clean My Prints After Annealing?
Abrasives or solvents will remove cold-bed ooze so the part can be glued in place. However, it would help if you were careful not to move around too much while sanding/scraping your print because that could cause it to warp or crack.
If there are any especially thin pieces on your model – like threads or tiny whiskers of plastic – then they might become even lighter after treatment and may break off entirely afterward. Clean up all loose ends by scraping them with a razor blade or file!
Bottom Line
Annealing is the best way to make PLA and PBS prints warp less when handled because it straightens out the internal layers of the filament while allowing the exterior to remain unchanged.
Make your 3D print look cleaner and shinier by annealing it before you use it for anything! It is the best treatment you can give your ABS prints since it straightens out the internal layer, so they don’t warp when you handle them!
3D打印