

3D 打印机校准。如何校准 3D 打印机
您知道如何准确校准您的 3D 打印机以确保最佳性能并获得最佳投资回报吗?
您的 3D 打印机校准是否会影响完成打印的打印质量?
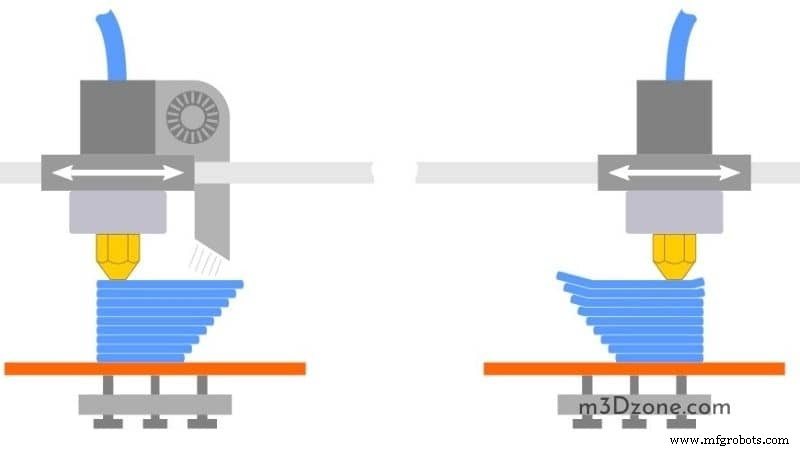
如果打印机的喷嘴离打印床太近,打印的第一层可能会被压扁并损坏。因此,您可能不得不取消打印。
另一方面,如果喷嘴离打印床太远,打印可能没有附着力而失败。
您可以通过微调 Z 偏移来处理第一层。 Z 偏移告诉您的 3D 打印机您应该将 Z 轴从 Z 端挡块或打印机底座移动多远。
然而,学习如何微调所有电机对于 3D 打印初学者来说可能是一个挑战。但是一旦你校准了一个电机,你就可以更轻松地校准其他电机。
准确校准的目标是确保打印的第一层粘在打印床上。
那么,如何校准 3D 打印机?
3D 打印机校准需要什么?
- 带有软件的 3D 打印机
- 灯丝
- 胶带
- 尺子(40cm)
- 数显卡尺
- 一张纸和一支铅笔(在亚马逊上查看)
在开始校准之前,请确保您有一个水平的打印床和一个方形框架,以帮助您获得预期的结果。如果没有这两者,打印头可能会融入打印床,导致不愉快的结果。
什么是校准立方体?
校准立方体是指可帮助您微调 3D 打印机设置的几何形状。您还可以使用它来调整毫米设置。
校准步进电机
3D 打印机配备步进电机,步进电机使用小步长旋转,以将挤出机和轴移动特定距离。如果每转100步,步进电机转50圈转半圈。

校准 3D 打印机中的电机涉及确定距离和步数之间的关系。为了达到最佳的挤出机校准,您应该确保打印机不会挤出过多的耗材。
因此,您必须向您的 3D 打印机发送一些 G 代码命令。
您可以使用以下步骤来校准您的电机:
1。准备校准值
在这里,您将 3D 打印机的设置与其打印方式进行比较。你应该做一些计算来纠正任何差异。
- 首先,发送您的打印机命令 M503 以检索其设置。输入命令后的部分输出包括 Steps per unit:M92 X100.00 Y100.00 Z400.00 E140.00。
- 该命令的前三个值对应于步进电机在 X、Y 和 Z 方向上移动一毫米的步数。输出上的最后一个值表示挤出机电机每挤出一毫米长丝所采取的步数。您可以将最后一个数字标记为 A。
- 之后,插入耗材并在挤出机顶部做一个约 50 毫米的标记。您可以使用卡尺(在亚马逊查看) 获取实际值,然后将值标记为 B。
- 接下来,挤出大约 10mm 的长丝,测量从挤出机顶部到标记点的值。您可以将该值标记为 C。因此,B-C 是挤出灯丝的实际测量值。
如果 B-C=10,则您的挤出机已正确校准。否则,您需要更新每毫米挤出机的步数。因此,您可以得出以下值 D =10*A / (B – C)。新值表示打印机挤出机每毫米的步数。
2。校准挤出机
要开始校准您的挤出机,您需要将新值告知您的 3D 打印机。
该命令将通知打印机新值,但不会保存它。您应该使用命令 M500 将新号码保存在打印机上。
当你校准轴时,你不应该期望完美的结果。当您确认校准是否正确时,您会遇到一些变化。但是,如果您接近所需值,则您的打印机已校准良好。
3。校准 3D 打印机轴
校准挤出机后,您应该校准 3D 打印机的轴。校准轴的过程与校准挤出机的过程相同。
但是,在校准轴时,您需要打印一些东西。
您应该确保在校准轴之前校准挤出机,因为挤出机会影响打印对象的尺寸。
要校准轴,您可以从打印一个小立方体开始。您可以使用您选择的 CAD 软件进行设计。
当小立方体完成打印后,测量尺寸。在下一步中,对每个轴重复计算,就像对拉伸所做的那样,即 D =10*A / (B – C)。但是,请确保将变量替换为新值,如下所示:
- (B – C) 使用新的测量值
- 数字 10 与新测量的目标值
- 发送带有特定轴 M92 值的命令 M503 后在步骤 1 中获得的值
最后,将 M92 命令发送到您的 3D 打印机,并将 E 替换为您需要设置的特定轴的字母。
最好像使用挤出机一样进行多次测量并获得平均值。
您不必开始打印多个对象进行测量。相反,您可以测量立方体沿同一轴的不同位置。
4。测量 X 轴的值
当你要测量X轴的值时,你应该先将X轴归零,然后把Z轴放在一边。
拿一条胶带,最好是柔软度较低的胶带,然后将其放在打印机床上。胶带应在 3D 打印机移动 X 轴时不会移动的点上。
接下来,告诉 3D 打印机移动其 X 轴。如果您使用 100x100x100mm 的打印机床,最好从 70mm 开始。只要不超出打印机的能力范围,您就可以进一步推动轴。
之后,您可以使用卡尺测量 X 轴的实际测量值。如果测量值为 70 毫米,则您的 x 轴已适当校准。
第一次试用时,您可能无法精确测量 70 毫米,但您应该记下您测量的尺寸。
5。校准 Y 轴
校准 Y 轴类似于校准 X 轴。唯一的区别在于你在哪里粘贴胶带来测量 Y 轴的移动。
首先,您应该将 X、Y 和 Z 轴归位。下一步,移动X轴,直到它与3D打印机的最外侧部分对齐。
接下来,将一条胶带放在 Y 轴上,放在 X 轴上标记的点上。将 Y 轴移动到 70mm 并使用胶带标记该点。然后你应该测量两点之间的实际距离。
您可以使用这两个测量值和当前 M92 值来求解您的新 m92 值。
6。校准 Z 轴
你可以用尺子代替数显卡尺来测量Z轴。
首先,您应该将 x、y 和 z 轴归位。接下来,您应该将标尺垂直于打印床。之后,将视线移至 3D 打印机的特定点,例如手臂的最高部分。
进行测量时,请确保您的眼睛与要测量的点齐平。接下来,指示您的打印机抬高 100 毫米,然后检查打印机移动了多远。
从第一个测量值中减去第二个测量值有助于您发现是否超出了您的打印机。
微调灯丝设置
每卷长丝都有其特性。不同厂家的塑料,同一种材质的颜色也不同。
为了获得最佳打印效果,您应该微调灯丝的设置。使用耗材制造商推荐的设置,您可以获得高质量的打印效果。
您可以使用以下步骤来微调设置:
a) 测量灯丝
细丝线轴的直径可能与制造商报告的直径相差很小的百分比。因此,如果您使用卡尺测量灯丝的实际直径会有所帮助。
您应该与线轴一起在几个地方测量灯丝的直径。取不同测量值的平均值,然后输入结果作为灯丝的直径。
获得正确的直径至关重要,因为它可以确保 3D 打印机挤出适量的灯丝。
b) 获得正确的打印温度
您可以通过打印温度校准塔获得合适的打印温度。
温度塔被分成不同高度的块,每个块在不同的温度下打印。您可以在打印后分析块以确定打印材料的最佳温度。
请注意,打印温度塔需要一些工作。一些切片机可以让您在不同的温度下打印不同的高度。否则,您必须在打印之前手动编辑 G 代码。
您必须插入 G 代码命令来设置挤出机的温度。设定温度的G代码指令以M104开头。
如何设置合适的温度?
- 您应该从确定每个块的高度开始。您可以将数字标记为 H。因此,块的高度将为 0、H、H1、H2、H3、H4 等。
- 接下来,打开您的 G 代码文件。您应该寻找指示 3D 打印机如何移动的命令。命令以 G1 开头。 G 代码文件应包含大量命令。
- 接下来,您应该从 Z[H] 获取 G1 的第一个 G 代码命令。该命令还可以包含 X 和 Y 运动。
- 在 G1 行之前,插入行 M104 S [T]。 T 代表高度 H 处的块的温度
- 使用适当的温度对每个块重复该过程
- 完成后,打印更新后的文件。
打印温度塔时,检查块将帮助您确定最适合打印材料的温度。将切片机中的温度设置为打印温度。
结论
除了校准 3D 打印机和切片机设置外,您还可以使用其他设置来提高打印质量。您可以使用酷刑测试 来确定您的打印机擅长什么,不擅长什么。
完善打印将帮助您处理悬垂和桥梁等各个区域。酷刑测试还可以帮助您诊断各种问题。
3D打印