

3D 打印机喷嘴泄漏:如何修复它!
你有没有注意到你的印刷品中的一些塑料头发从一堵墙到另一堵?或者你有没有在这件作品的侧面找到小塑料球?或者可能每一层都有一些泄漏?
当喷嘴“泄漏”时,可能会出现此类错误,导致塑料在我们不想要的时候从喷嘴中流出。
在本文中,我们将更多地了解喷嘴泄漏,这是最烦人且反复出现的 3D 打印问题之一。我们还将了解它是如何产生的,主要原因是什么,以及如何预防。
如果您的打印件在不应挤出塑料的地方显示出薄的塑料“头发”或“细绳”,则可以识别出喷嘴泄漏。这是由于过高的挤出温度和/或不正确的回缩设置造成的。根据灯丝制造商的规格设置温度。此外,您可以先将回缩距离设置为 6.5mm,回缩速度设置为 25mm/s,最小移动距离设置为 1mm。
我们会深入每一个环节,为您排查和解决您的喷头漏水问题,但在开始之前,请随时参考下表:
| 参数 | 说明 | 基线值 | 太低了 | 太高了 | 测试模型 |
|---|---|---|---|---|---|
| 温度 | 挤出时灯丝加热的温度 | 检查制造商规格。 PLA:190° 至 220°C。 ABS:240° 至 270°C。 | -欠挤压。 - 喷嘴未挤出。 | 喷嘴泄漏 | 临时塔 |
| 撤回: 距离 | 灯丝每次缩回多少毫米 | 6.5 毫米。 | -喷嘴泄漏 | -堵塞的灯丝。 -挤出不足 | 回缩测试 |
| 撤回: 速度 | 收回距离的速度有多快 | 25 毫米/秒。 | -没有改善 -灯丝仅在喷嘴内延伸 | -在灯丝上留下标记 | |
| 缩回:最短行驶距离 | 能够收回的最小行程距离 | 1 毫米。 | - 矫正过于频繁 | -撤回可能永远不会发生 |
3D 打印问题
您可能已经知道,3D 打印物体的最终形状是通过 CNC 控制器移动挤出机来实现的。该挤出机由长丝线轴进料,当同一层的两个位置之间有空隙时,可以停止挤出。
如果一切正常,结果将是与原始数字模型相同的高度、宽度和深度测量值。它还将具有在您的计算机上预览的对象的确切形状。优选地,它也将具有很少的质量缺陷。
当然,情况并非总是如此,尤其是当您刚开始使用或购买尚未正确校准的新打印机时。
在可能发生的众多错误中,我们可能会发现喷嘴泄漏,这是 3D 打印中最常见的问题之一。幸运的是,如果你知道是什么原因,解决这个问题是可能的,而且很容易。
为什么喷嘴会泄漏?
挤出机是负责将塑料加热到允许其流动的温度的部分。在入口处,灯丝的尺寸约为 1.75 毫米。然后,挤出机将热灯丝推入一个较小的孔中,该孔的尺寸可以在 0.1 到 1 毫米之间。来自挤出机内部的压力使塑料流过称为喷嘴的小孔。
这就是挤压系统应该如何工作的理论,无论是直接的还是鲍登的。有时,由于挤出机无法正确进料或某些设置未正确设置,因此材料未按应有的方式排出。
由于 3D 打印都是关于熔化的,所以我们应该将温度作为主要考虑的参数之一。
当我们选择要使用的材料类型时,制造商通常会向我们提供包含其使用的最佳温度范围的数据表。不同的材料有不同的范围,即使是不同厂家的同一种塑料也可能不一样。
始终检查数据表。您可能会在制造商的网站上找到它,或者如果幸运的话,可以在灯丝包装的背面找到它。
有时,该温度范围太大,例如“190 到 220 °C”。我不了解你,但那个范围不是很有帮助。如果天气预报显示明天的气温在 0°C 到 30°C 之间,你会如何选择着装?
好的,让我们回到挤出机:如果温度太低,塑料将无法流动,很可能会卡住 .当您看到 3d 打印机应该工作但根本没有挤出灯丝时,您会注意到这一点。挤出机推动齿轮所在的灯丝上会留下典型的圆形划痕。
高温会导致相反的情况:塑料变得过于流动,不需要推动它就可以流过喷嘴。它自身的重量导致桶内的材料开始渗出。
这意味着塑料即使在不应该流动的情况下也会流动。喷嘴在移动时会留下痕迹,就像一根薄薄的塑料“头发 ” 或 “字符串 ”。这就是我们将其称为“stringing 的原因 ”, “毛茸茸的指纹 ” 甚至“胡须 ”。
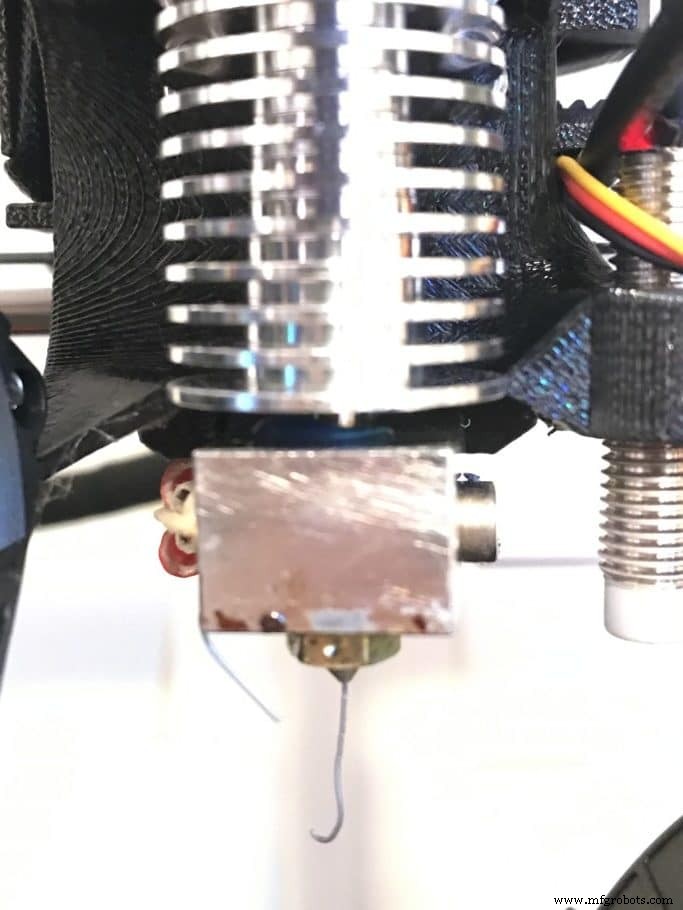
我想你已经知道什么是真正的穿线。尽管如此,如果您不确定并想将您面临的问题与喷嘴泄漏的真实案例进行比较,请查看以下照片:
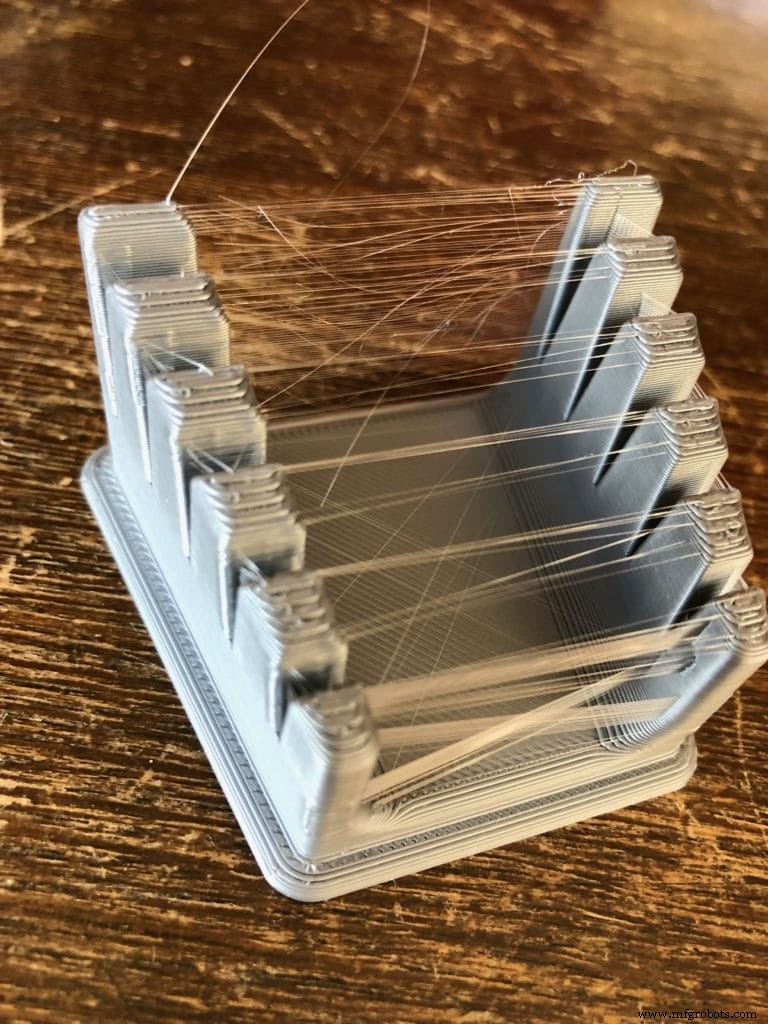
此时,有必要区分设置高温时发生的泄漏和打印预热期间发生的正常泄漏。与任何其他材料一样,塑料在加热时会改变其体积。
随着灯丝的膨胀,筒体内的内部压力在初始加热时间增加。这是一个正常的过程,您无需担心。
另一方面,如果在打印开始时喷嘴是空的,则挤出机将在没有灯丝的情况下移动一段距离。一个快速有效的解决方案是在对象开始打印之前添加一些裙边线。
泄漏的喷嘴也可能导致在每层的第一部分期间尖端是空的。挤出机齿轮旋转,但没有塑料从喷嘴中流出。它会导致层接缝中出现空线。物体看起来很糟糕,尤其是在较薄的区域。
如何解决喷嘴漏气
有两个最重要的参数可以帮助我们解决这个问题:温度和回缩。
最佳挤出温度
为了找到最佳的打印温度,您只能通过改变温度来打印多张。您会注意到打印件在低温下是不透明的,并且当您设置更高的温度时它们会变得更亮。在中间挑一个点,亮一些但不要太亮。
您的打印机可能还允许您在打印期间更改温度。以 3° 或 5° C 的离散间隔改变温度并让打印运行几层是一种更快的替代方法。
如果您发现打印质量有所提高,请继续朝那个方向改变温度,直到它再次开始变得更糟。
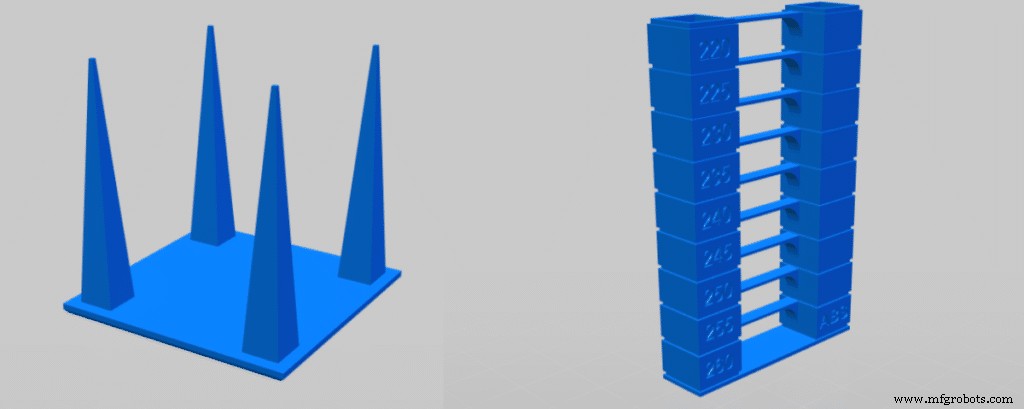
由于这种方法耗时较长,有些人已经生成了每隔一定层数改变喷嘴温度的G代码文件,因此您不必打印很多片。
例如,您可以尝试从 Thingiverse 打印此温度塔
您也可以搜索“温度塔 ”在我们自己的搜索引擎上 并选择最适合您的打印机的一种。您可以尝试数十种特定的测试。请务必检查是否为与您的类似 3D 打印机生成了 g 代码。如果你喜欢,你可以编辑代码来改变你需要测试的设置。
请记住,高温有助于物体粘附在床上。您可以在第一层设置更高的温度以确保附着力,然后在剩余的打印时间降低温度。如果您的打印机没有加热床,请记住这一点特别有用。
什么是撤回?
打印时,挤出机齿轮沿一个方向旋转,迫使灯丝通过喷嘴。为避免泄漏,您可以将 3d 打印机设置为在必须行进到某个点而不挤出时向相反方向旋转一小段距离。这种旋转会缩回筒内的灯丝并消除喷嘴中的压力。如果这个回缩设置得当,旅行过程中不会有塑料渗出,也不会留下任何绳子。
您可以设置三个参数进行回退:距离 , 速度, 和行驶距离 .让我们看看它们是如何工作的:
当您设置 距离 ,您指定灯丝每次缩回多少毫米。小距离会导致琴弦变细,但不会解决问题。
相反,如果您将距离设置得太长,则喷嘴在恢复挤出时将是空的,留下我们已经讨论过的孔。
另外,请记住,如果您将打印机设置为缩回太多,灯丝可能会堵塞,您的打印件会被破坏。
回缩速度 设置覆盖此距离的速度。由于熔化的塑料符合流体的特性,如果你试图缩回太慢,灯丝只会拉伸,不会有任何改善。但是,快速收回也会导致问题。
最后,行程距离 指定挤出机在不挤出时,在缩回之前必须进行的最小行程。
最佳缩回设置
同样,有一些方法可以解决这个问题,但在我看来,校准测试是最简单的。
这个撤回测试是我最喜欢的,但是您总是可以通过搜索“撤回测试来选择另一个 ”在 search.3dsolved.com 上 (我们自己的搜索引擎)。
该过程简单明了:打印对象,更改距离和速度参数(一次一个),然后打印另一个,直到获得漂亮的打印效果。每个测试打印大约需要 15 到 20 分钟,因此您只需几次迭代即可排除故障并解决此问题。
作为一个良好的起始基线,我建议使用以下值:
- 回缩距离:6.5mm
- 回缩速度:25mm/s
- 最小移动距离:1 毫米
另一种防止拉丝的方法是在不挤出时设置更快的行进速度。更少的时间泄漏导致更少的字符串和更好的打印。
如果您想了解有关撤消的更多信息,我写了一篇关于使用哪些设置的完整帖子。
现在我们对喷嘴泄漏有了更多的了解,所以它正在校准我们的打印机!
结论
现在,您不仅知道如何识别泄漏的喷嘴,而且还拥有有关问题原因、解决方案以及最重要的是这些解决方案为何有效的深入技术知识。您可能会注意到,了解问题而不是仅仅遵循食谱总是有回报的。
查看我们的推荐产品部分
我们创建了一个推荐产品部分,可以让您消除猜测并减少研究打印机、灯丝或升级所花费的时间,因为我们知道这可能是一项非常艰巨的任务,而且通常会导致很多混乱.
我们只选择了少数我们认为对初学者、中级甚至专家都有好处的 3D 打印机,使决策更容易,并且列出的灯丝和升级都经过了我们的测试和精心挑选,因此您知道您选择的任何一个都会按预期工作。
3D打印