

什么是模式?不同类型的模式 – 解释
模式类型 :模式 是铸造过程中的主要工具。它可以被定义为任何东西的模型,其构造使得它可以用于在潮湿的沙子或其他合适的材料中形成称为模具的印象。当这个模具充满熔融金属,并让金属凝固时,它会形成图案的复制品,称为铸造。制作图案的过程称为图案制作。
模式类型
模式的类型 为特定铸件选择将取决于几个条件。其中之一是预期成型操作的难易程度。其他是需要少量还是大量铸件,成型工艺的类型以及由于铸件特有的特性而可能进入情况的其他因素。列出了几种更常用的模式类型
并描述如下:
- 单件图案
- 拆分模式
- 匹配板图案
- 应对和拖动模式
- 门控模式
- 散件图案
- 扫描模式
- 骨架图案
- 分段模式
- 贝壳图案
- 构建模式
- 盒装模式
- 滞后模式
- 左右手模式
1。单件或纯色图案
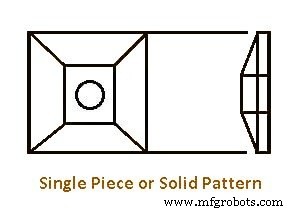
在其结构中没有接缝、分界或任何松散件的图案类型称为单件或实心图案。单件图案不在框架或板上,因此有时被称为松散图案。这些模式更便宜。使用此类图案时,造型师必须自己切割流道、进料口和立管。此操作需要更多时间,除非产量有限,否则不建议使用。单件花纹多用于形状简单的大型铸件。
2。拆分模式
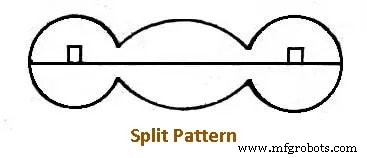
分割图案——由于在成型时遇到的困难,许多图案不能做成单件。为了消除这个困难,对于复杂设计或不寻常形状的铸件,采用分割图案来形成模具。这些图案通常分为两部分制作,如图所示,一部分制作模具的下半部分,另一部分制作上半部分。
这两个部件的大小和形状可能相同,也可能不同,它们通过固定在一个部件上的定位销和在另一个部件上钻孔的安装孔保持在它们适当的相对位置。在两部分的分界线上,通常在图案的中心线处形成的表面,称为分型面或分型线。它也是模具的分型面。
有时需要为需要三个或更多零件而不是两个零件来制作完整模型的复杂铸件构建模型。这种类型的图案称为多片图案。三部分的样式可能需要使用具有三个部分的烧瓶,尽管可以在两部分的烧瓶中模制某些类型的三部分样式。
3。匹配板图案
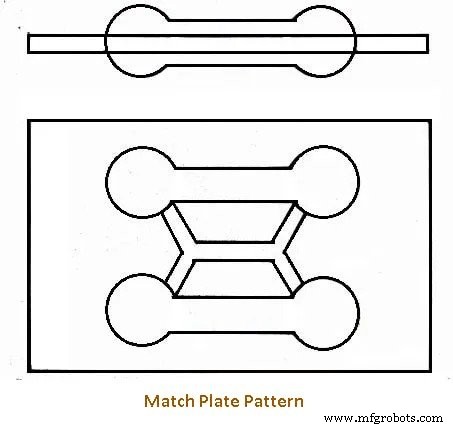
当分割图案的一半安装在板的一侧,另一半直接安装在板的另一侧时,这种图案称为匹配板图案。单个图案或多个图案可以安装在匹配板上。图案由金属制成,制作分型线的板可以是木头或金属。
铝通常用于金属匹配板。浇口和流道的图案在正确的位置固定到板的阻力侧,以形成完整的匹配板。当模具绘制完所有图案时,模具的上半部分或上半部分与模具的下半部分或下半部分完美匹配。闸门和流道也是一次操作完成的。
图中显示了这样一个盘子,上面安装了两个小哑铃的图案。匹配板图案用于在成型机中大量生产小型铸件,从而实现准确和快速的生产。它们的建造成本很高,但当需要大量生产时,初始成本是合理的。
4。应付和拖累模式
在大型铸件的生产中,完整的模具太重,单个操作员无法处理。因此,使用上拖类型的模式来缓解这个问题以实现高效操作。图案被分成两半,在方便的连接线上分开,单独的上、下图案被构建并安装在单独的板上。
这种布置允许一个操作员或一组操作员准备模具的一半,而另一位操作员或一组操作员则在另一半上工作。这种有计划的劳动力分配显着提高了产量。
5。门控模式
为了生产出好的铸件,有必要确保充分供应的熔融金属流入模具的每个部分。使流动的金属容易进入模具的装置称为浇口,对于大批量生产,特别是因为所涉及的时间,这不能通过手工操作进行。
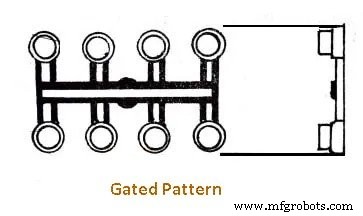
在大批量生产中,通过连接一组图案在单个多腔模具中生产多个铸件,并通过各个图案之间的连接部分形成熔融金属的浇口或流道。模具通常花在切割浇口和绘制图案上的时间通过这种布置被消除了。这些带有栅极形成器的图案被称为门控图案,如图所示。
浇口图案可以由木头或金属制成,用于小铸件的大批量生产。
6。松散图案
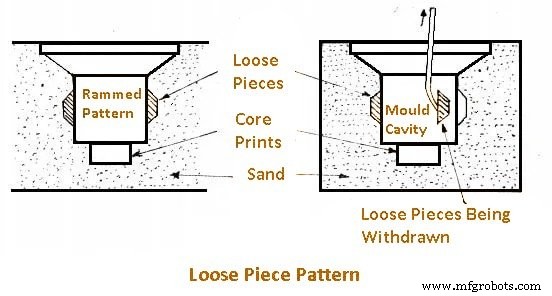
某些类型的图案是作为松散部件的组装而产生的。当零件无法将图案作为一个整体移除时,需要使用松散图案,即使它被分割并且线条是在多个平面上制作的。
在这种情况下,通常首先删除主要模式。然后,在取出之前可能必须转动或移动的单独部件被移除。这种类型的完整模型通常需要更多的维护,并且成型速度较慢。图 11.6 显示了一个松散的图案。
7。扫描模式
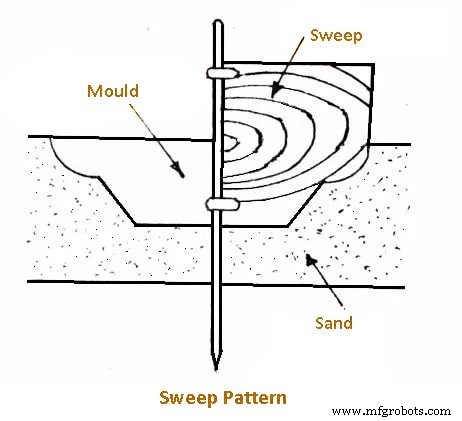
对称的模具和型芯,特别是大尺寸的,有时通过扫描图案成型。 Sweep 图案 Sweep 由具有与所需铸件形状相对应的形状的板组成,并布置成模具围绕中心轴旋转,如图所示。
砂子被夯实,扫板围绕其旋转轴移动,使型砂具有所需的形状。扫描图案,用于成型具有圆形截面的零件。弯曲的 Sweep 可用于形成大型铸铁水壶的模具的一部分,而直的 Sweep 可用于形成任何形状或凹槽或脊的模具。这些类型的图案的主要优点是它消除了昂贵的图案构造。
8。骨架图案
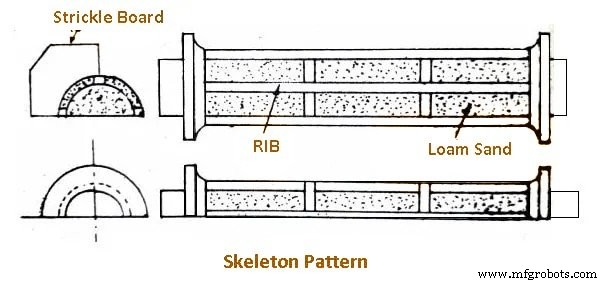
非常大的铸件的图案需要大量的木材才能形成完整的图案。在这种情况下,可以使用如图所示的骨架图案来给出所需铸件的一般轮廓和尺寸。这是一种带肋结构,在肋之间有大量方形或矩形开口,形成要制作的图案的骨架轮廓。
框架用粘土、沙子或壤土填充和夯实,并使用称为粘胶板的刮板将多余的沙子从肋骨之间的空间中刮出,使表面与图案的外部均匀.它通常由两部分组成:一个用于应付,另一个用于阻力。
土水管、弯管、阀体、箱体等都是用骨架图案制作的铸件的少数例子。
9。分段模式
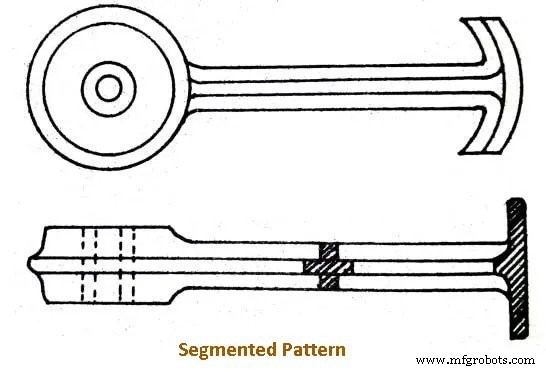
分段图案或部分图案通常应用于环形工件,例如环、轮辋、齿轮等。它们是图案的部分,其排列方式是通过移动以形成模具的每个部分来形成完整的模具。使用这种模式制作模具时,垂直主轴牢固地固定在砂箱的中心(图 11.9)。
模具底部被夯实并扫平。然后将分段图案固定在主轴上。型砂被夯实在模型的外部和砂箱之间,在内部,但不是在模型的末端。捣固一段后,继续进行下一段捣固;以此类推,直到完成整个模具周边。
10.贝壳图案
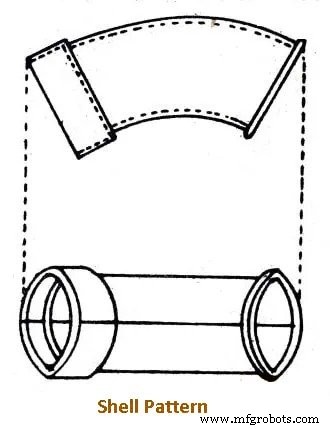
壳型主要用于排水管件和管道工程。一个典型的例子如图所示。该图案通常由金属制成,安装在板上并沿中心线分开,两个部分精确地用销钉固定在一起。这些短弯头通常成对成型和铸造。壳纹为空心结构,如贝壳,外形为图案制作模具,内部为芯盒,制作芯材。
有时,将铸件整个形状的花纹称为壳型,将外部具有所需形状但内部掏空的花纹称为块型。
11.盒装模式
在盒装图案中,木板或木条通过胶水、钉子或螺钉连接在一起,使图案像盒子一样。这种方法不仅可以节省大型图案的木材,而且可以减轻重量。箱体结构用于制作许多图案,专门用于具有规则轮廓和矩形形状的铸件。
12.组合模式
顾名思义,组合图案或分离图案是由两个或多个部分组成的图案类型。特殊滑轮的图案是木条的组合段。这些部分是通过将木条切割成所需的曲率制成的,所需的厚度是通过将它们分层粘合而成的。
法兰也类似地制造。构建有时是必要的枢轴或桩,因为很难在一块木头上制作复杂的形状来构建图案,但通过将数字分段块粘合或连接在一起来构建形状更容易。
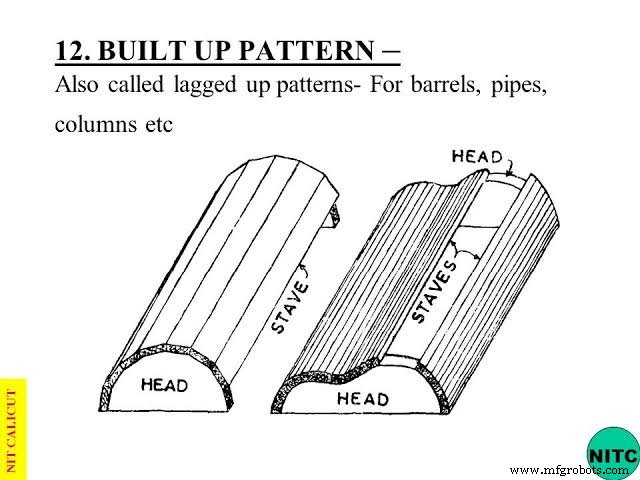
13.滞后模式
圆柱体管道或柱子等圆柱形工程采用滞后或板条结构建造,确保形式的持久性。 Lags 或 Staves 是纵向的木条分型条,每边都有斜面,使接头在外面紧,然后用胶水和钉子或螺丝固定在称为“头”的木头末端。
图例显示了固定在半个正多边形的头部上的板条,目的是制造一个圆柱体或桶,该圆柱体或桶将通过中心纵向分开。这样的结构提供了最大的强度,并允许在接近完成的轮廓或图案的地方建造,因此相对而言很少有多余的库存需要去除以使其达到所需的形式。
14.左手右手模式
许多类型的图案需要成对制作,当它们的形状不能颠倒,并且它们的轮毂、凸台等的中心相对且对齐时,必须制作左右手.用于架空轴线的“J”型吊架、用于木车床或花园长凳或用于桨式缝纫机的支腿,以及铁路车厢中行李架的支架是一对左右手图案的例子。必需的。
在这种情况下,在许多情况下,制模师都会收到显示右手或左手铸件的图纸。因此,要求为左右手制作图案设备。这通常会带来相当大的困难,尤其是在更复杂的图纸上,关于什么构成左右手图案之间的差异。
图中A处的括号是左手和右手模式的一个例子。值得注意的是,这两种模式之间的唯一变化是它们的位置。但是,如果设计可以在垂直部分 fig 的每一侧都有一个相等的底座,那么两个图案的必要性就会消除。
金属图案
这些类型的图案用于铸件的大规模生产,很少需要作为松散的图案。由于图案是铸造的,因此无需制作接头或分段。然而,制造方法复杂,需要极高的技能。
除检验技术外,制版师还必须在金属切割、精加工和制造方法方面进行实践。使用时,金属图案通常安装在图案板的一侧或两侧。当图案较小时,可以在同一个板上安装多个图案。
制版余量
由于多种原因,模型的尺寸与所需铸件的尺寸不完全相同。这种类型的图案会产生尺寸过小的铸件。因此,必须为收缩、拔模、抛光、变形和敲击留出余量。
1。收缩余量
随着金属凝固和冷却,它会收缩并缩小尺寸。为了弥补这一点,通过收缩或收缩余量使模型大于成品铸件。在为图案铺设测量时,制版师通过使用比相同长度的普通尺略长的收缩或收缩尺来实现这一点。
例如,在为铸铁狮子制作图案时,由于铸铁每米收缩 10 毫米,制版师使用的收缩尺每米比传统尺长约 10 毫米。不同的金属有不同的收缩率,因此,铸件中使用的每种金属都有一个收缩率规则。用于铸造金属图案的母模可能具有双倍收缩余量。
2。草稿津贴
当从模具中绘制图案时,总是有可能损坏模具的边缘。如果图案的垂直表面稍微向内逐渐变细,这种危险就会大大降低。图案垂直表面上向内的这种轻微锥度称为拔模。
吃水可以用每米每边的毫米数或度数来表示,每种情况下所需的量取决于 1) 垂直边的长度 (2) 图案的复杂性,以及 (3) 成型的方法。在正常情况下,外表面的拔模量约为每米 10 至 20 毫米,而内表面的拔模量为每米 40 至 60 毫米。图展示了如何以模式提供草稿。
3。加工余量
必须加工的铸件粗糙表面的尺寸略高于草图上所示的尺寸,并以图案形式提供。在要加工的表面上提供的额外金属量称为机器精加工余量,这些表面的边缘用精加工标记 V 或 F 表示。
添加到模型中的量取决于(1)要使用的金属种类,(2)铸件的尺寸和形状以及(3)成型方法。表中给出了用于手工成型的不同铸造金属的标准光洁度(机加工)余量(mm)。
4。变形或外倾余量
一些铸件,由于其尺寸、形状和金属类型,在冷却期间往往会发生缠绕或变形。这是收缩不均匀的结果,并且是由于金属厚度不均匀或一个表面比另一个表面暴露得更多,导致它更快地冷却。图案的形状因此向相反方向弯曲以克服这种变形。
该特征称为变形或外倾余量。例如,形状像字母 U 的铸件会变形,腿会发散,而不是平行。至
补偿这种情况,该模式是这样的方式,即
腿会聚,但当铸件从模具中取出后冷却时,腿会伸直并保持平行。
虽然公布的数据中没有变形,但考虑到大型铸件时,变形余量的范围从标准的精加工余量到 20 毫米。
5。敲击津贴
当一个图案在取出之前在模具中敲打时,模具中的型腔会略微增加。在所有铸件必须均匀且与模型一致的情况下,通过使模型略小于实际尺寸来提供敲击或晃动余量,以补偿模具的敲击。
图案材料
图案材料的选择主要取决于以下因素。
- 服务要求,例如铸件的数量、质量和复杂程度,即所需的最小厚度、精度和所需的光洁度。
- 铸件的生产类型和成型工艺的类型。
- 设计更改的可能性。
- 要生产的铸件数量,即重复订单的可能性。
如何做一个好的样板材料应该是:
- 易于加工、成型和连接;
- 重量轻;
- 坚固、坚硬、耐用,因此可以抗磨损、抗腐蚀和化学作用;
- 在所有情况下尺寸稳定;
- 以低廉的价格轻松获得;
- 可修复和重复使用;
- 能够获得良好的表面光洁度。
符合这些特性的金属材料种类繁多,有木材和木制品;金属和合金;膏药;塑料和橡胶;和蜡。
木材 :- 木材是最常见的图案材料,因为它满足上述许多要求。它易于工作且随时可用。我们可以通过粘合、弯曲和弯曲将木材切割和制造成多种形式;它很容易打磨成光滑的表面,并且可以用虫胶保存,虫胶是最常用的木纹饰面材料。
金属 :- 金属用于需要大量铸造金属或木纹的条件苛刻时。金属图案在潮湿条件下不会改变其形状。金属图案的另一个优点是无需包裹在存储空间中。
金属图案因其准确性、耐用性和强度而在机器成型中非常有用。通常,金属图案本身是由称为主图案的木制图案铸造而成。从母模铸造金属模时,必须允许双重收缩。
例如,如果金属模型由黄铜制成,而铸件由铸铁制成,则木材主模型上允许的收缩率必须为黄铜每米 14 毫米,铸铁每米 10 毫米, 共 24 mm mm m in 的图案包括铸铁钢黄铜铝和白色金属。
铸铁 :- 铸铁用于一些高度专业化的图案类型。它很坚固,具有良好的光滑模具表面和锋利的边缘,并且可以抵抗沙子的作用。但铸铁花纹较重,容易折断。铁纹生锈太多,需要干燥的存储区域。
黄铜 :- 黄铜用于图案,特别是当金属图案较小时。它坚固,不生锈,表面光洁度比铸铁好,并且
能承受型砂的磨损。但是黄铜图案是
比铸铁重。这就是它们仅限于小尺寸图案的原因。
铝 :- 铝可能是最好的全能金属,因为它在
温度相对较低,柔软易加工,重量轻,
耐腐蚀。铝比较软,容易损坏
粗略使用。
白色金属 :- 白色金属很少用于图案,但它是最好的材料
可用于制作复杂精细的形状。这些合金用于
在大多数压铸生产中,因此通常被称为压铸
合金。它们的熔点低,约为 200°C,几乎没有
明显的收缩。这些金属的比较评估如下
表11.1。
塑料 :- 塑料现在正在成为一种现代模式
材料,因为它们不吸收水分,坚固且尺寸
稳定、耐磨、表面非常光滑和有光泽,并且
重量轻。由于其光滑的表面,它可以从
非常容易成型,不会损坏模具,也不会出现干燥或液体分离
复合是必要的。此外,塑料材料具有非常低的
固体收缩。
当需要塑料图案时,首先制作木质图案
用作形成模具的母模,其中塑料树脂
倒了。这些模具可以由多种材料制成,包括
木头、橡胶、塑料、金属或熟石膏,最后一种是最
常用。
图案店使用两种塑料材料,即热固性和热塑性塑料。在热固性品种中,环氧树脂因其良好的生产质量而广受欢迎。在热塑性塑料品种中,它们往往会变软并随后在加热时气化,最常见的是聚苯乙烯泡沫塑料。该材料有不同密度的泡沫或膨胀形式。它可以很容易
通过胶合成型、加工和制造以形成图案。
橡胶:- 某些类型的橡胶,例如硅橡胶,有利于形成非常复杂的熔模铸造模具。这种材料像环氧树脂一样,可分为粘合剂和硬化剂两部分。将原本为液态的两部分混合在一起,浇在母模上或模具中,固化后,就产生了固体形状,即图案。
膏药:- 被称为熟石膏的石膏水泥也用于
制作图案和芯盒。它具有很高的抗压强度,例如向上
至 300 公斤/厘米,它可以很容易地用木工具工作。当滑石粉和
水泥与水混合,形成可浇铸的塑料块
放入模具中。
石膏也可以方便地用于准备模塑工作的后续板。还提供 Ultracal、Hydrocal、Hydrostone 和花样店 Hydrocal 等专有品种的石膏。
石膏石膏模型的制备方法可以是直接将石膏和水的浆料倒入先前由母模制备的模具中,也可以通过刮涂法将其扫成所需的形状或形式。
蜡:- 蜡模非常适合熔模铸造工艺。通常使用的材料是几种蜡的混合物,以及用作聚合剂、稳定剂等的其他添加剂。通常选择的蜡有石蜡、紫胶蜡、蜂蜡、地蜡和微晶蜡。良好蜡模所需的性能包括低灰分(最高 0.05%)、耐用于包埋的底涂层材料、高抗拉强度和硬度以及相当大的焊缝强度。
形成蜡模的正常做法是将液态或半液态蜡注入分体模中。固体注射也用于避免收缩和更好的强度。
工业技术