

调质钢筋
淬火和回火钢筋
如今,钢筋(钢筋)是通过在轧机生产过程中应用钢筋的淬火和回火技术来生产的。采用这种技术生产的钢筋就是众所周知的TMT(热机械处理)钢筋。
TMT 钢筋基本上由普通低碳钢制成,并规定了屈服强度、延展性、碳或碳当量和屈服拉伸比。规定的最大和最小碳含量旨在确保可焊性和可硬化性。碳含量太低的钢的淬透性可能不够,因此需要更严格的淬火来影响轧机设计,例如轧机的速度,以及冷却室的长度和效率。碳含量在0.13%~0.24%范围内且碳当量(CE)小于0.48%的碳钢已被证明是满足上述考虑的最佳平衡。
TMT钢筋是加固混凝土结构的合适材料,因为该材料的热膨胀与混凝土结构相似。此外,该材料在与混凝土粘合时是相容的。钢筋还具有承受作用在结构上的最大拉应力的能力。除了作为建筑行业的关键产品外,TMT 钢筋还是优质材料,可以满足消费者对该应用的标准机械性能的担忧。 TMT 钢筋也可用于需要弯曲、机加工和焊接的一般制造工程。
TMT钢筋的生产工艺是生产高强度钢筋的一种经济方法。与冷扭变形(CTD)钢筋相比,TMT钢筋的生产工艺在节省机械扭绞处理成本方面具有明显优势,尤其是对于小直径钢筋而言,机械扭绞处理成本较高。另一个优势来自降低合金元素要求、不合格热量、不合格产品、库存打桩费用和其他一些次要炼钢因素。唯一增加成本的因素是与淬火安装和操作相关的轧制操作。
流行的 TMT 螺纹钢的生产主要有两种工艺。它们是 (i) Tempcore 工艺和 (ii) Thermex 工艺。用于制造钢筋的 Tempcore 工艺由比利时冶金研究中心 (CRM) 在 1970 年代开发,目的是用低碳钢坯制造高屈服强度的可焊接混凝土钢筋。 Thermex 工艺也是在 1970 年代由德国工程公司 Hennigsdorfer Stahl Engineering (HSE) 开发和品牌化的。
原则
TMT钢筋的生产工艺以热机械加工为基础。热机械过程是将塑性变形过程与热处理、水淬、加热和冷却等各种速率的热过程结合为单一过程的冶金过程。该工艺通过热机械处理技术赋予钢筋高强度,而不是通过用于制造 Torsteel 钢筋的冷扭曲进行机械加工。钢筋的强度是由于回火马氏体层,而钢筋的延展性是由于铁素体-珠光体层。
热机械处理将钢筋表面转化为硬化结构(马氏体),随后通过在环境温度下冷却使相演变,以允许热芯通过热交换对表面进行回火。这导致了独特的复合微观结构,包括外围区/外壳中的回火马氏体、紧接马氏体外围的珠光体和贝氏体过渡区以及中心区/核心处的细晶粒铁素体-珠光体(图 1)。由于采用淬火和自回火的生产工艺,生产的钢筋也称为“淬火和自回火(QST)钢筋”。

图1 TMT钢筋的微观结构
Tempcore 和 Thermex 工艺本质上相似,都是基于上述热机械处理原理。 Tempcore工艺有一个淬火箱,水从一端流到另一端,而在Thermex工艺的情况下,水被喷在淬火箱中的热轧棒材上。
连续冷却转变(CCT)图上的过程示意图如图2所示。
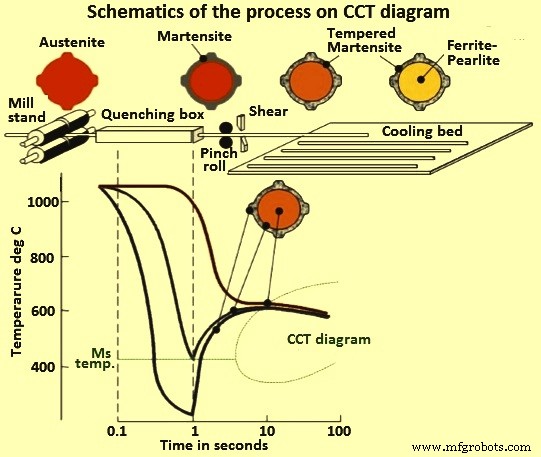
图 2 连续冷却转变 (CCT) 图上的过程示意图
过程
钢筋的热机械处理是在加热的钢坯在轧机中轧制成钢筋的最终尺寸和形状后进行的。影响此过程的操作参数是轧制结束时的温度、冷却速度、快速冷却期间的时间以及钢的化学成分。工艺流程如图2所示,分三个连续阶段进行,如下所述。
螺纹钢离开最终轧机机架后,第一阶段就开始了。它构成了热轧产品的快速水冷。钢筋通过冷却装置用水快速和强力冷却(淬火),并在此处进行表面硬化。冷却装置的有效性应足够高,以使钢筋表面的冷却速度高于马氏体形成的临界速度。在此操作结束时,钢筋具有由奥氏体结构组成的微观结构,该结构被一层马氏体-奥氏体混合物包围。获得所需厚度的马氏体层是该工艺阶段的目的。
第二阶段从钢筋离开水冷区(淬火箱)开始,然后向空冷区移动。此时核心温度高于表面温度。由于这种温度梯度,热量开始从核心流向表面,从而使第一阶段形成的马氏体层回火。正因为如此,表面马氏体层通过利用留在钢筋芯部的余热进行回火(马氏体层的自回火)。 Tempcore 工艺的名称来源于此步骤(名称 Tempcore 说明了马氏体层在淬火阶段结束时留在“CORE”中的热量“TEMPered”)。在这个阶段,核心仍处于奥氏体相。回火工艺保证了材料适当的延展性,同时保持了其高屈服强度。
第三阶段发生在钢筋在冷床上自由冷却期间,包括奥氏体转变为棒芯中的韧性铁素体和珠光体结构。因此,TMT钢筋本质上是一种复合材料,由同心布置的硬外层和软芯以及中间和中间硬化层组成。
最终组织由表面外层的强回火马氏体组织和芯部的韧性铁素体-珠光体组织组成。这使钢筋具有独特的强度和延展性。结构件的形貌取决于钢的化学成分、棒材直径、冷却时间和冷却效果。
TMT钢筋生产的典型淬火水流程图如图3所示。
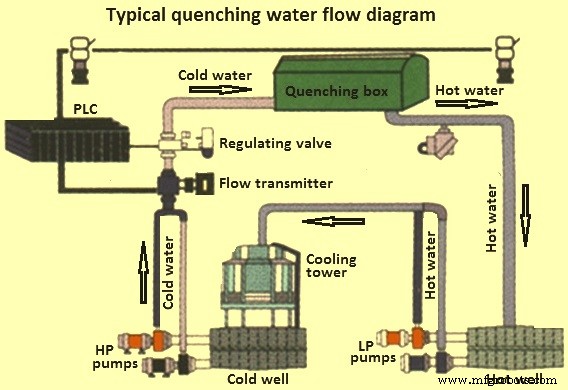
图 3 典型淬火水流程图
TMT 钢筋的特性
通过上述工艺生产的TMT钢筋具有优于CTD钢筋的优异性能。 TMT钢筋的特性如下。
- 钢筋外围有回火马氏体层,强度高。可以通过控制该层的厚度来改变钢筋的强度。
- 由于芯部中的铁素体-珠光体结构,钢筋具有高延展性。由于这一特性,钢筋可以在施工现场轻松弯曲。钢筋具有弯曲和再弯曲、镀锌和拉直的能力,而不会开裂或失去拉伸性能。钢筋的严重弯曲能力如图4所示。
- 钢筋具有良好的粘结强度,因此非常适合用于混凝土结构。
- 钢筋在低温下具有高延展性和韧性,即使在受到机械损坏或受到焊接电弧冲击时也是如此。
- 钢筋在弯曲和镀锌后没有明显的应变时效脆化。
- 钢筋完全可焊接。钢筋由具有低“碳当量” (CE) 的钢材制成。
- 钢筋与所有机械钢筋接头兼容,这些接头通常可用于连接钢筋以承受压缩和拉伸载荷。
- 钢筋可抵抗高温下的强度损失。这个属性在发生火灾时非常重要。实际结果表明,在屈服强度为 415 牛顿/平方毫米 (N/sq mm) 的钢筋的情况下,TMT 钢筋保持其屈服强度的 70% 以上,在屈服强度为 500 N/sq 的钢筋的情况下保持 40% 以上毫米。
- 钢筋符合欧洲标准的疲劳强度要求。
- 对于大多数钢材,抗剪强度在抗拉强度的 60% 到 80% 之间。钢筋的剪切强度接近该范围的顶部。
- 与 CTD 钢筋不同,钢筋不会产生扭转应力。这导致钢筋具有更好的耐腐蚀性能。此外,由于钢筋未进行机械加工,因此蓝色二级氧化皮保留在钢筋表面上。这可以保护钢筋免受大气腐蚀
- 这些钢筋具有出色的抗震性能。使用这些钢筋进行的测试表明,它们在非弹性应变(通常在地震期间遇到)的重复反向载荷下的性能更好,因为每个循环的能量耗散几乎相同,并且在破坏之前保持均匀的延展性。
- TMT 钢筋的其他特性包括良好的低温韧性和对表面损伤的敏感性较低。
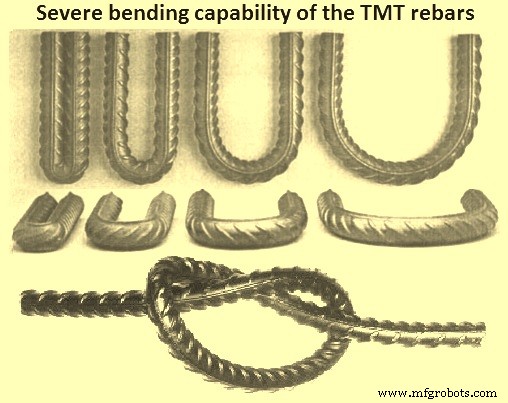
图 4 TMT 钢筋的严重弯曲能力
TMT 钢筋的典型蚀刻横截面显示三个冶金区域。以具有马氏体形态的薄板包形式的回火马氏体表征硬化层。贝氏体和多边形铁素体的混合物位于中间硬化层,该区域是多边形铁素体和珠光体在芯部发育。由于芯部的冷却速度相对较快,并且由于过程中涉及的热机械处理,微观结构通常很好。
如果马氏体层较厚,则钢筋淬火过程中的残余热量较少,则回火适度,钢筋表现出较高的屈服强度和较低的延伸率。工艺参数和钢成分对最终性能产生影响。淬火时间越长,精加工温度越低,淬火强度越高,马氏体层越厚,回火温度越低。较高的碳和锰含量增加了钢的淬透性,因此形成了更多的马氏体。此外,回火马氏体的强度随着碳含量的增加而增加。
TMT 钢筋的典型屈服强度范围在 415 N/sq mm 至 550 N/sq mm 之间,5d 标距上的伸长率按相同顺序从 30% 下降到 25%。屈服应力与抗拉强度之比约为0.85。
优势
通过淬火和回火工艺生产的钢筋具有几个优点,包括(i)钢筋具有一致的质量,因为它们是通过在线工艺生产的,(ii)这些钢筋中的高强度和高延展性的结合赋予了钢筋安全性由这些钢筋制成的结构,(iii) 使用这些钢筋的制造活动简单易行,(iv) 钢筋的高强度可以节省钢材。
制造工艺